
Jet değirmen işleme hakkında sorular ve cevaplar
Jet değirmen, endüstride yaygın olarak kullanılan bir işleme ekipmanı haline geldi. Jet değirmeni, kimyasallar, madencilik, aşındırıcılar, refrakter malzemeler, pil malzemeleri, metalurji, yapı malzemeleri, ilaç, seramik, gıda, böcek ilaçları, yem, yeni malzemelerde yaygın olarak kullanılmaktadır. Ultra ince öğütme için geniş bir uygulama yelpazesine sahiptir. çevre koruma ve diğer endüstrilerde çeşitli kuru malzemelerin kırılması ve parçacık şekillendirilmesi.
1. Endüstriyel endüstride kullanılan ana jet değirmenler nelerdir? Ayrıca bu çeşitlerden hangileri daha çok kullanılmaktadır?
Endüstride kullanılan jet değirmenler, temel olarak düz jet değirmenleri, sirkülasyonlu borulu jet değirmenleri, karşı jet jet değirmenleri, hedef jet değirmenleri ve akışkan yataklı karşı jet değirmenlerini içerir. Beş tip arasında yassı jet değirmenler, sirkülasyonlu boru jet değirmenler ve akışkan yataklı karşı jet jet değirmenler daha sık kullanılmaktadır.
2. Çok ince hammaddeler ultra ince öğütme işlemine tabi tutulursa, jet değirmen kullanılabilir mi? Ek olarak, öğütücünün besleme hızı, bitmiş ürünün tanecikliğini etkileyip etkilemeyecek mi?
Çok ince hammaddelerin ultra ince öğütülmesi için jet değirmenler kullanılabilir. Jet değirmendeki besleme hızı, bitmiş ürünün parçacık boyutunu etkilemeyecektir.
3. Jet değirmenin yetersiz işleme inceliğinin nedeni nedir?
Jet değirmenin işleme inceliği yeterli değilse, bu özel duruma bağlıdır. Bu sorun yeni bir makinede ortaya çıkıyorsa, bunun nedeni seçimin yanlış olması veya seçimin yanlış olmasıdır. Bir süre kullandıktan sonra sorun tekrar ortaya çıkıyorsa, makine ve ekipmanlarda aşınma veya arıza olmasındandır. Şu anda, profesyonel bakım personeli tarafından ele alınmalıdır ve izinsiz işlem yapılamaz.

Jet değirmeni ısıtmadan, kirlilik olmadan çalışır ve temizlenmesi kolaydır
Jet değirmen, Mohs sertliği 1-10 olan çeşitli malzemelerin, özellikle yüksek sertlik, yüksek saflık ve yüksek katma değere uygun bazı malzemeler için kuru öğütme işleminde kullanılabilen, yaygın olarak kullanılan bir öğütme işleme ekipmanıdır. Ürünün partikül boyutu D97: 2-150 mikron arasında kontrol edilebilmekte ve çok iyi ayarlanabilmektedir. Parçacık şekli de çok iyidir ve parçacık boyutu dağılımı nispeten dardır. Bu nedenle jet değirmenler, çeşitli endüstrilerdeki toz işleme şirketleri tarafından tercih edilmektedir.
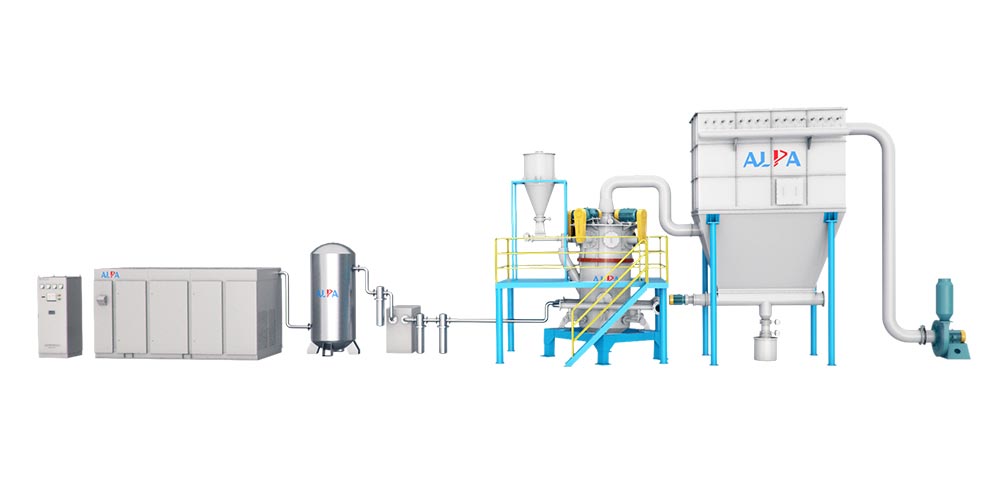
Jet değirmen ve siklon ayırıcı, toz toplayıcı ve fan, eksiksiz bir öğütme sistemi oluşturur. Jet değirmen, metalurji, elmas, seramik pigmentler, ilaç, böcek ilaçları, gıda vb. gibi çok çeşitli endüstrileri kapsayan geniş bir uygulama yelpazesine ve ince bitmiş ürünlere sahiptir.
Aşağıda jet değirmenin bazı özelliklerini tanıtacağım. Ürünün parçacıkları ayarlanabilir, parçacık şekli iyidir ve parçacık boyutu dağılımı nispeten tekdüzedir.
1. Isıtma yok, özellikle ısıya duyarlı malzemelerin ultra ince öğütülmesi için uygun.
Laboratuarda yeni malzemeler geliştirirken, başka bir biçim, soğuk havanın mekanik toz haline getirme ve soğutma için kullanılma şeklini düşünmek ve tozlaştırma performansını ve işlemin fizibilitesini karşılaştırmaktır, çünkü gerçek üretimde, mekanik toz haline getirme işlevi birçok sorunu çözebilir. sorunları, mümkün olduğunca mekanik tozu daha sık kullanın. Normal şartlar altında değirmenin enerji tüketimi çok yüksektir.
2. Kirlilik küçüktür, çünkü kırma prensibi malzemenin kendisinin çarpışması ve ezilmesidir. Diğer kırma biçimleriyle karşılaştırıldığında, bıçak veya bilyalı değirmen ile diğer öğütme ortamlarını getirecektir ve hava akımı kırma kirliliği en azdır, bu nedenle özellikle ilaç ve gıda endüstrileri için uygundur.
3. Temizlemesi kolay, değirmen, diğer ultra ince öğütücülere, özellikle basit yapıya sahip, temizlemesi kolay, ölü uçları olmayan spiral jet değirmenine kıyasla nispeten küçüktür ve toz haline getirmek için steril bir ilaç olarak kullanılabilir.
Dezavantajları şunlardır: yüksek güçlü hava besleme ekipmanı gereklidir. Tabii ki, laboratuvar ekipmanı nitrojen gazı tüpleri ile değiştirilebilir.

Jet değirmenin öğütme verimliliği nasıl artırılır
Son yıllarda modern endüstrinin gelişmesiyle birlikte ultra-ince ve ultra-ince pulverizasyon teknolojisi giderek daha fazla ilgi görmekte, özellikle ilaç ve kimya endüstrilerinde hammaddelerin pulverizasyon etkisinin kalitesi sonraki süreci doğrudan etkilemektedir. Jet değirmen, basit yapısı, kolay sökülüp takılması ve iyi öğütme etkisi nedeniyle mevcut ultra ince ve ultra ince öğütme ekipmanlarında, özellikle disk tipi (spiral) jet değirmende en iyisidir. Birçok ilaç ve kimya şirketini kazandı. Tercih edilen, yüksek saflıkta, düşük incelikte ürünlerin öğütülmesi için tipik bir ekipman haline geldi.
Hava akımı öğütücü, eksiksiz bir proses sistemi gerektirir. İşlevini nasıl en üst düzeye çıkaracağı ve kaybı nasıl azaltacağı da çok önemli bir konudur.
Hava akımı öğütücünün filtrelenmesinden ve kurutulmasından sonra sıkıştırılmış hava, öğütme etkisini elde etmek için hayvansal malzemeyi birbirine sürtünmeye getirir; disk hava akımı öğütücü sürecinde, elektrik tüketiminin %80'i basınçlı havanın hava kaynağı kısmındadır. Basınçlı havanın tam olarak kullanılması, aslında büyük ölçüde elektrik tasarrufu sağlar. Jet değirmenin verimliliğini artırmak için ideal koşullar altında çalışacak şekilde jet değirmenin bilimsel olarak nasıl ayarlanacağı, birçok kullanıcı üreticisinin endişesidir.
- Besleme hızının ayarlanması
Besleme hızı, malzemelerin öğütme haznesinde çarpışması ve öğütülmesi için geçen süreyi belirler. Besleme hızı yavaştır, malzeme öğütme boşluğunda uzun süre kalır, parçacık döngülerinin sayısı büyüktür ve öğütme derecesi daha yeterlidir, bu nedenle öğütme inceliği daha küçüktür; ancak çok yavaş, öğütme boşluğundaki parçacıkların sayısı çok küçüktür, bu da daha az çarpışmaya neden olur, Böylece istenen etki elde edilemez. Besleme çok hızlı ise, öğütme haznesinde çok fazla malzeme olacak ve öğütme inceliği daha etkili olacaktır.
Deneyler, düzgün ve kararlı beslemenin, öğütme boşluğundaki dönen akış alanının stabilitesini sağlayabileceğini kanıtlamıştır. Besleme hızını, öğütme boşluğundaki gaz-katı oranını ideal duruma getirmek için ayarlayın, böylece malzeme parçacıkları maksimum ve etkili çarpışma sürelerini elde edebilir, böylece öğütme makinesinin verimliliğini arttırır.
- Derecelendirme halkasının veya derecelendirme çarkının hızını değiştirin
Disk jet değirmeninin derecelendirme halkası, derecelendirme ile donatılmıştır. Akışkan yataklı (sınıflandırılmış) jet değirmen gibi ayarlanması kolay ve basit değildir. Farklı malzemeler farklı özelliklere sahiptir ve aynı çalışma koşulları farklı parçalama etkilerine sahiptir. Anlaşmaya varmaz ve onu elde etmek için çok fazla deneysel deneyim gerektirir.
Derecelendirme çarkının dönmesi nedeniyle, kırma haznesindeki dahili dönen akış alanı stabilize edilir, böylece malzeme tamamen ezilir ve daha kaba malzemeler hiçbir zaman derecelendirme çarkından geçemez ve devam etmek için sadece kırma haznesine geri dönebilir. ezici. Yüksek hızlı hava akışının etkisi altında, büyük bir pulverizasyon verimliliği elde edilir ve akışkan yataklı jet değirmenin de belirli avantajları vardır.
- Taşlama nozülünün makul tasarımı
Nozulun şekli, nozuldaki enerji kaybını azaltmanın anahtarıdır. Farklı şekillerdeki nozullardan geçen basınçlı hava, farklı hızlarda hava akışları üretecektir. Uygun olmayan meme tasarımı ve işleme, doğrudan pulverize edici hava akışının hızının bozulmasına veya daha ciddi meme aşınmasına yol açacaktır. Aşınmış nozul hava akışını saptıracak ve hava akışının bir kısmının etkisiz çalışmasına ve pulverizasyon verimliliğini etkilemesine neden olacaktır.
- Diğer faktörler
Bunun yanında hafife alınmaması gereken başka faktörler de vardır. Örneğin, öğütülecek malzemenin sertliği çok serttir ve öğütücünün öğütme boşluğu daha ciddi şekilde aşınmıştır. Şu anda, küçük malzemelerin öğütme odasına aşınmasını büyük ölçüde azaltan seramik korindon gibi ultra sert astarı değiştirmemiz ve toplanan malzemelerin saflığını iyileştirmemiz gerekiyor.
Ayrıca ilaç ve kimya endüstrilerinde nem emilimi ve statik elektrik gibi duvarlara yapışması kolay olan malzemelere sıklıkla maruz kalınmaktadır. Malzemeler, tüm sürecin ilerlemesini etkileyen öğütme boşluğuna, boşaltma portuna ve alıcıya yapışır. Ardından, kırma haznesindeki özel yapışma önleyici astarı değiştirmeniz, alıcıdaki yapışma önleyici kaplamayı ve astarı püskürtmeniz veya astarlamanız gerekir; boru hattının uzunluğunu ve malzemelerin temas alanını mümkün olduğunca azaltın ve malzeme toplama oranını iyileştirin. Statik elektrik içeren malzemeleri tedavi etmek için etkili antistatik ekipman da gereklidir.
Dikkatli ayar ve bakımdan sonra, jet değirmenin potansiyelinden yararlanın ve enerji tasarrufu ve maliyetlerin düşürülmesi için büyük önem taşıyan parçacık boyutu indeksinin sağlanması koşuluyla makineyi daha verimli kullanın.

Jet değirmenlerin öğütme verimini etkileyen faktörler nelerdir?
Jet değirmeni, tozların birbirine çarpmasını, çarpışmasını ve öğütülmesini sağlamak için birbirine sürtmesini sağlamak için yüksek hızlı hava akış enerjisi (300~500m/s) veya aşırı ısıtılmış buhar (300~400℃) kullanan bir tür ekipmandır. Nozul, yüksek basınçlı hava veya yüksek basınçlı sıcak hava püskürtür ve ardından yüksek hızlı bir hava akışı oluşturmak için hızla genişler. Memenin yakınındaki büyük hız gradyanı nedeniyle, öğütmenin çoğu memenin yakınında meydana gelir. Öğütme odasındaki partiküller arasındaki çarpışma frekansı, partiküller ve duvar arasındaki çarpışma frekansından çok daha yüksektir, yani jet değirmenin ana işlevi partiküller arasındaki çarpışmadır.
Ürünün nihai parçacık boyutunun jet değirmen tarafından kontrolü esas olarak hammadde parçacık boyutuna, kırma basıncına, besleme basıncına, besleme hızına ve diğer parametrelere bağlıdır. Pnömatik öğütme cihazı ile bu parametreler arasındaki mantıksal ilişki özellikle şöyledir: Hammaddenin parçacık boyutu ne kadar küçükse, öğütme verimliliği o kadar yüksek olur, aksine parçacık boyutu ne kadar büyükse öğütme etkisi o kadar düşük olur. Öğütme basıncı ve besleme basıncı sabit olduğunda, besleme hızının düşürülmesi ürünü daha ince yapar ve besleme hızının arttırılması ürünü daha kalın yapar. Besleme hızı sabit olduğunda, öğütme basıncını arttırın, ürün boyutu daha ince olacak ve öğütme basıncını azaltacak, ürün daha kaba hale gelecektir.
Bu nedenle, farklı pulverizasyon inceliklerini elde etmek için jet değirmenin öğütme işlemindeki parametreler ayarlanarak partikül boyutu kontrolü sağlanır. Pulverizasyondan önce, önce besleme hızı ve basınç arasındaki ilişki belirlenmeli, daha sonra farklı gereksinimleri karşılamak için uygun pulverizasyon parametreleri belirlenmelidir. Ayrıntı gereksinimleri.
Jet değirmenin avantajı, hiçbir kirletici maddeyi öğütmemesidir. Öğütmeden sonra sıkıştırılmış süpersonik hava akış hızı azalır ve hacim artar. Endotermik bir işlemdir ve malzeme üzerinde soğutma etkisi vardır. Özellikle ultra ince öğütme için uygundur. Jet değirmeni, parçacıkların hızını hızlandırmak, birbirleriyle çarpışmak veya öğütme etkisini elde etmek için malzemeleri öğütmek için süpersonik hava akımı kullanır.
Çarpışma hızını artırmak için, ana memenin etrafındaki malzeme parçacıklarını ana akışın merkezi alanına hızlandırmak için ana memenin etrafına eşit olarak dağıtılmış bir dizi alt meme yerleştirilmiştir. Besleme nozulu, ana nozülün merkezinde bulunur ve akışkanlaştırılmış parçacıklar, daha yüksek bir çarpışma hızı elde etmek için doğrudan ana nozülün merkezine emilebilir.
Şu anda endüstride kullanılan jet freze ekipmanı şunları içerir: düz plaka, sirkülasyonlu tüp, hedef tip, konveksiyon tipi, akışkan yatak tipi.
Jet değirmenin öğütme etkisini etkileyen faktörler
Araştırma sonuçları jet değirmenin öğütme etkisinin gaz-katı oranı, besleme partikül boyutu, çalışma sıvısı sıcaklığı ve çalışma sıvısı basıncı gibi faktörlerden etkilendiğini göstermektedir.
- Gaz-katı oranı
Gaz-katı oranı çok küçükse, gaz akış enerjisi yetersiz olacak ve bu da ürünün inceliğini etkileyecektir; tersine, gaz-katı oranı çok büyükse, sadece enerji israfı olmaz, aynı zamanda bazı malzemelerin dispersiyon performansını da bozar.
- Besleme boyutu
Sert malzemeleri öğütürken, besleme malzemelerinin parçacık boyutu gereksinimleri de daha katıdır. Titanyum tozu için, ezilmiş kalsine edilmiş malzeme 100~200 ağda kontrol edilmelidir; yüzey işleme malzemesinin öğütülmesi genellikle 40~70 ağdır, 2~5 ağdan fazla değildir.
- Çalışma sıvısı sıcaklığı
Yüksek sıcaklıklarda, çalışma sıvısındaki gaz akış hızı artar. Örnek olarak havayı alın. Oda sıcaklığında kritik hız 320m/s'dir. Sıcaklık 480℃'ye yükseldiğinde, kritik hız 500m/s'ye yükseltilebilir ve kinetik enerji de %150 oranında artırılır. Etkisi olumlu.
- İş malzemesinin basıncı
Çalışma hidrolik basıncı, jet akış hızını oluşturan ve öğütme inceliğini etkileyen ana parametredir. Genel olarak konuşursak, çalışma basıncı ne kadar yüksek ve çalışma hızı o kadar hızlı olursa, esas olarak malzemenin öğütülebilirlik ve incelik gereksinimlerine bağlı olan kinetik enerji o kadar yüksek olur.
- Taşlama yardımcıları
Jet değirmenin öğütme işlemi sırasında, uygun bir öğütme yardımcısı eklenirse, sadece öğütme verimliliği değil, aynı zamanda ürünün ortam içinde dağılabilirliği de iyileştirilebilir.

Jet değirmeni çalışırken aşırı toz sorunu nasıl çözülür?
Jet değirmeni, siklon ayırıcı, toz toplayıcı ve indüklenen çekiş fanı, eksiksiz bir pulverizasyon sistemi oluşturur. Sıkıştırılmış hava filtrelenip kurutulduktan sonra, Laval nozul vasıtasıyla yüksek hızda kırma haznesine püskürtülür. Birden fazla yüksek basınçlı hava akışının kesiştiği noktada, malzemeler tekrar tekrar çarpışır, ovalanır ve ezilmek üzere kesilir. Ezilmiş malzemeler fanın emişiyle yükselir. Hava akımı sınıflandırma bölgesine hareket eder. Yüksek hızlı dönen sınıflandırma türbini tarafından üretilen güçlü merkezkaç kuvvetinin etkisi altında kaba ve ince malzemeler ayrılır. Parçacık boyutu gereksinimlerini karşılayan ince parçacıklar, toplama için sınıflandırma çarkından siklon ayırıcı ve toz toplayıcıya girer ve kaba parçacıklar, öğütmeye devam etmek için öğütme bölgesine iner.
Bazen çalışma modu ve ayarlardaki farklılık, kırıcının kırma etkisini zayıflatacaktır. Uzantının hızını artırmak veya parametreleri ayarlamak olsun, iyi sonuçlar elde etmeyecektir. Peki bu durumda ne yapmalı, aşağıda size onu anlatayım. Ezme etkisini iyileştirmenin yolları.
Besleme hızını artırmak için, hava akımı pulverizasyonu ilkesi esas olarak malzeme ve malzeme arasında güçlü çarpışmalara neden olmak için yüksek hızlı hava akışına ve toz haline getirme etkisini elde etmek için malzeme ve iç duvarlara dayanır. İlerleme çok az ise sık ve kuvvetli çarpışma amacına ulaşılamaz, böylece mukavemet düşürülemez. Ayrıca, fan damperi çok büyükse, dahili negatif basınç çok büyük olacak ve çarpışma azalacaktır; aksine, pozitif baskı iyi değil.
Jet değirmeni malzemeleri kırmak için kullanılır, bu nedenle kırılan malzemeler ve artıklar zamanında boşaltılmalıdır. Kırıcı bu kırılan malzemeleri boşalttığında toz oluşacaktır. Peki toz çok büyükse nasıl çözülür?
1. Toz toplayıcıyı takın: Genellikle bu tip toz toplayıcı bir öğütücü ile kullanılabilir. Tozları toplama torbasında toplar ve toz, bez torba aracılığıyla toz kutusundan süzülür ve boşaltılır;
2. Bez çanta toz geçirmezdir: Bez çanta, hava sızıntısını ve toz sızıntısını önlemek için makinenin toz çıkışına sıkıca bağlanmıştır. Çalışma sırasında dikkat edilmelidir: Park ederken toz çıkışı kapatılmalı ve toz zamanında temizlenmelidir.
3. Ahşap duş veya havuz yoluyla toz giderme: öğütme odasının dışını süpürmek için esas olarak bir vantilatör kullanın ve ardından vakumlamak için sprey kullanın veya vakumlamak için bir havuz kullanın, vb.
Yukarıdaki üç toz giderme yöntemi, iyi toz giderme etkileri sağlayabilir ve aşırı toz sorununu çözebilir. Genel olarak, bu toz giderme cihazları, aşırı tozu önlemek için işten önce kurulur.

Jet değirmeninin tıkanması ile nasıl başa çıkılır
Günlük hayatımızda küçük öğütücüler, Çin tıbbı öğütücüler, jet öğütücüler vb. Gibi birçok öğütücü vardır. Fakat kullanım sürecinde bazen bazı arızalar olur, bazen öğütücü bloke olur, bloke olduğunda nasıl davranmalıyız? Aslında tıkanma, öğütme sırasında öğütücünün çok yaygın bir arızasıdır ve ana neden hala çalışmadan kaynaklanmaktadır.
1. Besleme hızı çok hızlı ve yük artarak tıkanmaya neden oluyor. Besleme işlemi sırasında ampermetre göstergesinin büyük sapma açısına her zaman dikkat etmelisiniz. Nominal akımı aşarsa motorun aşırı yüklendiğini, uzun süre aşırı yüklenmesi durumunda motorun yanacağını belirtir. Bu durumda yem kapağı hemen azaltılmalı veya kapatılmalıdır veya yemleme yöntemi değiştirilebilir ve yemlik arttırılarak yem miktarı kontrol edilebilir. İki tür besleyici vardır: manuel ve otomatik. Kullanıcı, fiili duruma göre uygun besleyiciyi seçmelidir. Öğütücünün yüksek hızı, büyük yük ve yükün güçlü dalgalanması nedeniyle. Bu nedenle, öğütücü çalışırken akım genellikle nominal akımın yaklaşık %85'inde kontrol edilir.
2. Boşaltma boru hattı düzgün veya bloke değil ve besleme çok hızlı, bu da öğütücünün tüyerini bloke edecek; taşıma ekipmanı ile yanlış eşleşme, boşaltma boru hattının zayıflamasına veya rüzgar olmadığında tıkanmasına neden olur. Arıza tespit edildikten sonra, önce eşleşmeyen taşıma ekipmanı temizlenmeli ve ekipmanın normal çalışması için besleme miktarı ayarlanmalıdır.
3. Kırıcının kırılması veya eskimesi, kapalı veya kırık elek ağı ve öğütülmüş malzemenin yüksek su içeriği öğütücünün bloke olmasına neden olacaktır. Kırık ve ileri derecede eskimiş çekiçler düzenli olarak güncellenmeli, öğütücü iyi çalışır durumda tutulmalı ve elek düzenli olarak kontrol edilmelidir. Öğütülmüş malzemenin su içeriği, üretim verimliliğini artırabilecek, öğütücünün tıkanmasını önleyebilecek ve öğütücünün güvenilirliğini artırabilecek %14'ten az olmalıdır.
Bunlar, öğütücünün tıkanmasıyla başa çıkmanın yollarıdır. Makinenin arızalanması çok yaygındır. En önemli şey, sorunu çözmenin yolunu bilmemiz gerektiğidir. Bu, öğütücüyü daha uzun hizmet ömrü yapan bir faktördür. Ayrıca makinenin bakımı da çok önemlidir.

Jet değirmenin yeri doldurulamaz işlevleri nelerdir?
Jet değirmenler, kimyasal, mineral, metalurji, aşındırıcılar, seramik, refrakter malzemeler, ilaç, böcek ilaçları, gıda, sağlık ürünleri, yeni malzemeler ve diğer endüstrilerde yaygın olarak kullanılmaktadır. Fabrika üretim ekipmanı olarak seçilmesinin nedeni jet değirmenin yeri doldurulamaz bir role sahip olmasıdır.
Jet değirmenin çalışma prensibi: Nitelikli ince toz, akışkan yatağın üst kısmındaki turbo sınıflandırıcıya hava akımı ile getirilir ve nitelikli malzemeler jet değirmen tarafından sınıflandırılır ve siklon toplayıcıya girer. Dikey türbin sınıflandırıcı). Daha ince artıklar hava akımı ile torba filtreye getirilir ve torba filtre tarafından filtrelendikten sonra filtrenin alt kısmındaki boşaltma ağzına girer ve saf hava tahliye edilir.
Makinenin ana bileşenleri: standart dikey türbin sınıflandırıcı, öğütme ve sınıflandırma eş zamanlı olarak koordine edilir ve tamamlanır. Toz yoğunlaştırıcının hızı, frekans dönüşümü ile ayarlanabilir ve ürünün inceliği keyfi olarak ayarlanabilir. Örneğin, bir işleme süreci birden fazla parçacık boyutuna sahip ürünler gerektiriyorsa, makinenin öğütme ve sınıflandırma için iki makineli beş makineli bir hale gelmesi için standart olarak iki ila dörde birden fazla sınıflandırıcı ekleyebilirsiniz.
Uygulama kapsamı: Jet değirmenin öğütme mekanizması, bitmiş ürünün yüksek inceliği ve yüksek saflığı ile geniş uygulama aralığını belirler. Tipik malzemeler arasında süper sert elmas, silisyum karbür, metal tozu, seramik pigmentler, ilaç, biyokimya vb. bulunur. Gaz kaynağındaki normal havayı nitrojen ve karbon dioksit gibi inert gazlara çevirerek, makine bir inert gaz koruması olarak kullanılabilir. yanıcı, patlayıcı ve oksitleyici malzemelerin öğütülmesi ve sınıflandırılması için uygun cihaz.
Jet değirmen uygulaması:
1. Yüksek sertlikte malzemeler: silisyum karbür, çeşitli korundum, bor karbür, alümina, zirkonya, granat, zirkon kumu, elmas vb.
2. Metalik olmayan mineraller: zamanlama, grafit, kaolin, kalsiyum karbonat, mika, barit, mullit, tıbbi taş, volastonit, talk, pirofillit vb.
3. Kimya endüstrisi: alüminyum hidroksit, silika jel, çeşitli boyalar, epoksi reçineler, çeşitli katkı maddeleri vb.
4. Gıda ve ilaç: polen, alıç, inci tozu, Ganoderma lucidum, çeşitli bitkisel toz, çeşitli Çin bitkisel ilaçları, çeşitli sağlık ürünleri, kozmetikler, antibiyotikler vb.
5. Metal malzemeler: alüminyum tozu, magnezyum tozu, çinko tozu, kalay tozu, bakır tozu vb.
6. Diğer malzemeler: seramik malzemeler, refrakter malzemeler, elektronik malzemeler, manyetik malzemeler, nadir toprak malzemeleri, fosforlar, kopya malzemesi tozları vb.
Hava sınıflandırıcının özellikleri:
1. Büyük çıktı, düşük enerji tüketimi ve yüksek sınıflandırma verimliliği.
2. Konsantre parçacık boyutu: Bu makine, sınıflandırma için orijinal dikey çarkı kullanır. Kararlı sınıflandırma teknolojisi ve özel sızdırmazlık önlemleri, parçacıkların sızmasını etkili bir şekilde önler, böylece üründe büyük parçacıklar olmaz, parçacık boyutu konsantre edilir ve sınıflandırma doğruluğu yüksektir.
3. Makul yapı: Kullanıcı gereksinimlerine göre 1-6 tanecikli ürünler aynı anda üretilebilir.
4. Güçlü uygulanabilirlik: Kapalı devre veya açık devre ortak çalışma oluşturmak için çeşitli değirmenler (jet değirmen, mekanik değirmen, bilyalı değirmen, Raymond değirmen, titreşimli değirmen, vb.) ile birleştirilebilir.
5. Yüksek derecede otomasyon.
Süper ince öğütücünün kullanımdan önce hazırlanması ve incelenmesi
Jet değirmenler, malzemelerin ultra ince öğütülmesi için yüksek hızlı hava akımı kullanır. Şu anda endüstride yatay diskli (düz) jet değirmenler, sirkülasyonlu boru jet değirmenler, hedef jet değirmenler, ters jet değirmenler ve akışkan yataklı jet değirmenlere ayrılabilecek beş tip bulunmaktadır. Ultra ince öğütücü, kuru malzemelerin ultra ince öğütülmesini sağlamak için hava ayırma, ağır basınçlı öğütme ve kesme kullanır. Silindirik öğütme odası, öğütme çarkı, öğütme rayı, fan, malzeme toplama sistemi vb.
Hazırlık ve kullanım öncesi muayene maddeleri aşağıdaki gibidir:
1. Öğütme odasında metal nesneler ve kalıntı olup olmadığını kontrol etmek için öğütücüyü ve derecelendirme sistemini kontrol edin;
2. İnce öğütücünün besleme hunisinde ve besleme vidasında metal nesneler ve çeşitli eşyalar olup olmadığını kontrol edin;
3. Ultra ince öğütücünün bağlantı elemanlarını sıkıştırıp sıkmadığını kontrol edin;
4. Ultra ince öğütücünün aktarım kayışının esnekliğinin orta düzeyde olup olmadığı ve koruyucu kapağın takılı olup olmadığı;
5. Şanzıman parçalarının çarpışmasını kontrol edin, herhangi bir anormallik varsa nedenini analiz edin ve zamanında ortadan kaldırın;
6. Herhangi bir anormallik olup olmadığını görmek için şanzıman parçalarını çevirin, ardından çalışma yönünün doğru olup olmadığını kontrol etmek için parçaları hareket ettirin;
7. Ultra mikro taşlama makinesini 20-30 dakika yüksüz çalıştırın ve çalışma akımını, sıcaklığı ve titreşimi gözlemleyin: mil yatağının sıcaklık artışı 35 ℃'yi geçmemeli ve en yüksek hedef sıcaklık 70 ℃'yi geçmemelidir. (farklı ortamlarda, sıcaklık genellikle 40 ℃'den fazla değildir); Makine ve ekipmanların titreşim genliği çok büyük olmamalıdır. Normal yüksüz çalışmadan sonra üretime alınabilir;
8. İnce öğütme makinesi, yerçekimi toz toplama odasının üst ve alt hava kapılarını uygun şekilde açmalıdır.

Ustalaşması gereken üç ana jet değirmen süreci
Önemli bir pülverizatör olarak, jet değirmenin çalışma süreci öncelikle öğrenilmelidir. Yalnızca güvenli çalışma kurallarını anladığınız zaman doğru işlemi gerçekleştirebilirsiniz.
1. Başlamadan önce hazırlık
(1) Üretim talimatını aldıktan sonra malzemeleri önceden hazırlayın.
(2) Boruları, sabitleme cıvatalarını, contaları, mil yataklarını ve gösterge panellerini sağlam olup olmadıklarını ve her şeyin normal ve esnek olup olmadığını kontrol edin.
(3) Enkazı ortadan kaldırmak için sahneyi düzenleyin.
(4) Gövde ve ayırma ekipmanında malzeme tortusu olup olmadığı ve varsa tortuları giderin.
(5) Boru hattında herhangi bir tıkanıklık, hava sızıntısı veya zayıf sızdırmazlık olup olmadığını, yardımcı ekipmanın sağlam olup olmadığını ve normal çalışıp çalışmadığını görmek için nakliye boru hattını ve yardımcı ekipmanını inceleyin.
(6) Rulmanın yağlanmasının iyi ve zamanında olup olmadığı.
2. Jet değirmenini çalıştırın
(1) Önce jet değirmeni çalıştırın, ekipmanın çalışmaya başlayabilmesi için başlangıç akımını ve zamanını kontrol edin. Ekipman normal çalışırken beslemeye başlayın ve besleme miktarı malzemenin özelliklerine göre uygun şekilde ayarlanabilir.
(2) Malzeme eşit ve sürekli beslenmeli ve jet değirmenin ayırma etkisine zarar verecek ve ekipmanın kolayca arızalanmasına neden olacak şekilde büyük veya küçük olmamalıdır.
(3) Çalışma sürecinde, bir anormallik bulunduğunda, inceleme için derhal durdurulmalı ve ancak arıza giderildikten sonra çalışmaya devam edilebilir.
3. Jet değirmenin kapatılması ve denetimi
(1) Öğütücü kasasındaki malzemeler tamamen topraklanıp ayrılana kadar beslemeyi durdurun, ardından motoru kapatın. Ekipmanı 3 dakika daha boşta çalıştırın ve ardından ekipmanı durdurmak için durdurma düğmesini basılı tutun.
2) Ekipman durduktan sonra, aşınan parçaların aşınma durumunu kontrol etmek için muayene kapısını açın.
(3) İlgili üretim kayıtlarını doldurun ve bir sonraki sürücü için ekipman durumu işaretlerini yükseltin.

Jet değirmenin sınıflandırılması ve çalışma prensibi
Ultra ince öğütme ekipmanlarından biri olan jet değirmen de öğütme endüstrisindeki önemli ekipmanlardan biridir. Akışkan yataklı öğütücünün sıkıştırılmış havası dondurulduktan, filtrelendikten ve kurutulduktan sonra, memelerden süpersonik bir hava akımı oluşturur ve malzemeyi akışkanlaştırmak için toz haline getirme odasına enjekte edilir. Hızlandırılmış malzeme, birkaç memenin jet hava akışlarının kesişme noktasında birleşerek şiddetli bir şekilde sonuçlanır. Parçacıkların çarpışması, sürtünmesi ve kesilmesi, parçacıkların ultra ince öğütülmesini sağlayabilir.
Zemin malzemesi, yükselen hava akımı ile çark sınıflandırma alanına taşınır. Sınıflandırma çarkının merkezkaç kuvvetinin ve fanın emme kuvvetinin etkisi altında, kaba ve ince toz ayrılır. Hava akımı siklon ayırıcıya girer, ince toz torba filtre tarafından toplanır ve arıtılmış gaz indüklenen fan tarafından boşaltılır. Düz jet değirmen, basit yapısı ve kolay üretimi nedeniyle geniş bir uygulama alanına sahiptir.
Yapı: Esas olarak kırma odası, meme açıklığı, tahliye açıklığı, hava akış çıkışı, basınçlı hava girişi, sınıflandırma bölgesi vb.


Çalışma prensibi: Sıkıştırılmış hava veya aşırı ısıtılmış buhar, memeden yüksek hızlı hava akışına dönüştürülür. Malzeme, besleyici aracılığıyla kırma odasına gönderildiğinde, yüksek hızlı hava akışı ile kesilir. Güçlü darbe ve yoğun sürtünme, malzemenin öğütülerek ultra ince ürünlere dönüşmesini sağlar. Metalik olmayan minerallerin ve kimyasal hammaddelerin ultra ince öğütülmesinde yaygın olarak kullanılmaktadır. Ürünün parçacık sınırı, birleşik gaz akımındaki katı içeriğine bağlıdır. Birim enerji tüketiminin zıt oranı altında, jet değirmen tarafından üretilen ürünler daha rafine, parçacık boyutu dağılımı daha düzgün, aktivite de daha büyük ve dağılım performansı fiyattan daha iyi. Öğütme işlemi sırasında sıkıştırılmış gazın adyabatik genleşmesinin neden olduğu Joule-Thomson soğutma etkisi nedeniyle, öğütme işleminde bazı düşük erime noktalı veya ısıya duyarlı malzemeler kullanılabilir.
Jet değirmenlerin sınıflandırması şu anda endüstride aşağıdaki beş tipe sahiptir. Yatay diskli (düz) jet değirmenler, sirkülasyonlu boru jet değirmenler, hedef jet değirmenler, karşı jet değirmenler ve akışkan yataklı jet değirmenler olarak ayrılabilirler.




Hava akımı öğütme prensibi: kuru yağsız sıkıştırılmış hava akımı veya çok fazla meme, yüksek hızlı jet malzemeyi yüksek hızda hareket ettirerek malzemenin çarpışmasına, sürtünmesine ve sıkışmasına neden olur. Ezilmiş malzeme hava akımı ile sınıflandırma alanına ulaşır ve incelik gereksinimlerini karşılayan malzeme nihayet toplayıcı tarafından toplanır. Malzeme gerekli partikül boyutunu karşılamıyorsa, kırma odasına geri dönün, gerekli inceliğe ulaşılana kadar öğütmeye devam edin ve ayarı durdurun. Nozulun yakınındaki yüksek hız gradyanı nedeniyle, öğütmenin çoğu memenin yakınında meydana gelir. Kırma odasında, partiküllerin ve partiküllerin çarpışma frekansı, partiküllerin ve cihaz duvarının çarpışma frekansından çok daha yüksektir. Başka bir deyişle, jet değirmenin ana öğütme etkisi, parçacıklar arasındaki çarpışma veya sürtünmedir.