
Gıda İşlemede Süper İnce Öğütme Teknolojisinin Uygulanması
Ultra ince öğütme teknolojisi, son 20 yılda geliştirilen yeni bir teknolojidir. Sözde ultra ince öğütme, katıların öğütülmesi için dahili kohezif kuvvetinin üstesinden gelmek için mekanik veya hidrodinamik yöntemlerin kullanılmasına atıfta bulunur, böylece 3 mm'den 10-25 mikrona kadar malzeme parçacıkları öğütülür. Yüksek teknolojinin gelişmesiyle üretilen yüksek teknolojili bir malzeme işleme. Ultra ince toz, ultra ince öğütmenin son ürünüdür. İyi çözünürlük, dağılabilirlik, adsorpsiyon ve kimyasal reaksiyon aktivitesi gibi sıradan parçacıkların sahip olmadığı özel fiziksel ve kimyasal özelliklere sahiptir. Bu nedenle, ultra ince tozlar gıda, kimyasallar, tıp, kozmetik, böcek ilaçları, boyalar, kaplamalar, elektronik ve havacılık gibi birçok alanda yaygın olarak kullanılmaktadır.
1. Teknik Özellikler
Hızlı hız ve düşük sıcaklıkta öğütme: Ultra ince öğütme teknolojisi, süpersonik jet öğütme, soğuk bulamaç öğütme ve önceki saf mekanik öğütme yöntemlerinden tamamen farklı olan diğer yöntemleri kullanır. Öğütme işlemi sırasında yerel aşırı ısınma olmayacak ve düşük sıcaklıkta bile öğütülebilecek. Hız hızlıdır ve anında tamamlanabilir, bu nedenle tozun biyolojik olarak aktif bileşenleri, gerekli yüksek kaliteli ürünlerin üretimini kolaylaştırmak için en büyük ölçüde korunur.
İnce parçacık boyutu ve düzgün dağılım: Süpersonik hava akımı öğütme kullanımı nedeniyle, hammaddelere etki eden kuvvetlerin dağılımı oldukça eşittir. Sınıflandırma sisteminin ayarı, yalnızca büyük parçacıkları kesin olarak kısıtlamakla kalmaz, aynı zamanda aşırı öğütmeyi de önler ve düzgün parçacık boyutu dağılımına sahip ultra ince toz elde eder. Aynı zamanda, tozun spesifik yüzey alanı büyük ölçüde artar, böylece adsorpsiyon ve çözünürlük buna göre artar.
Hammaddelerden tasarruf edin ve kullanımı iyileştirin: Nesne ultra ince öğütüldükten sonra, nanometreye yakın parçacık boyutuna sahip ultra ince toz genellikle müstahzarların üretiminde doğrudan kullanılabilirken, geleneksel öğütme ürünleri hala bazı ara bağlantılara ihtiyaç duyar. Direkt kullanım ve üretim şartlarını karşılaması, hammadde israfına neden olması muhtemeldir. Bu nedenle, bu teknoloji özellikle değerli ve nadir hammaddelerin öğütülmesi için uygundur.
Kirliliği azaltın: Ultra ince öğütme, yalnızca çevredeki ortamın mikro tozla kirlenmesini önlemekle kalmayıp aynı zamanda havadaki tozun ürünü kirletmesini de önleyen kapalı bir sistemde gerçekleştirilir. Bu nedenle gıda ve tıbbi sağlık ürünlerinde bu teknoloji kullanılarak mikrobiyal içerik ve toz etkin bir şekilde kontrol edilebilir.
2. Taşlama yöntemi
Öğütücü orta öğütme: Öğütücü orta öğütme, hareketli öğütme ortamının (öğütme ortamı) oluşturduğu darbe ve darbesiz bükme, sıkma ve kesme kuvvetleri vasıtasıyla malzeme parçacıklarının öğütülmesi işlemidir. Öğütme ortamı toz haline getirme işlemi esas olarak öğütme ve sürtünme, yani ekstrüzyon ve kesmedir. Etkisi, malzemenin boyutuna, şekline, oranına, hareket moduna, doldurma hızına ve malzemenin öğütülmesinin mekanik özelliklerine bağlıdır. Üç tip tipik ortam öğütme ekipmanı vardır: bilyalı değirmen, karıştırma değirmeni ve titreşimli değirmen.
Bilyalı değirmen, ultra ince öğütme için kullanılan geleneksel bir ekipmandır ve ürün boyutu 20-40 mikrona ulaşabilir. Ürünün partikül boyutunun 20 mikronun altında olması istendiğinde verim düşük, enerji tüketimi fazla ve işlem süresi uzundur. Karıştırma değirmeni, esas olarak öğütme kabı, karıştırıcı, dağıtıcı, ayırıcı ve besleme pompasından oluşan bilyalı değirmen temelinde geliştirilmiştir. Çalışırken, dağıtıcının yüksek hızlı dönüşü tarafından oluşturulan merkezkaç kuvvetinin etkisi altında, öğütme ortamı ve parçacık bulamacı, parçacıkları öğütmek için darbeli kesme, sürtünme ve sıkma üretir. Karıştırma değirmeni, ürün parçacıklarının ultra mikronizasyonunu ve homojenizasyonunu sağlayabilir ve bitmiş ürünün ortalama parçacık boyutu en az birkaç mikrona ulaşabilir. Titreşimli değirmen, öğütme ortamının yüksek frekanslı titreşimi tarafından üretilen darbeli kesme, sürtünme ve ekstrüzyon etkilerini kullanarak parçacıkları öğütmektir. Bitmiş ürünün ortalama parçacık boyutu 2-3 mikrona veya daha azına ulaşabilir ve toz haline getirme verimliliği bilyalı değirmeninkinden çok daha yüksektir. İşleme kapasitesi, aynı kapasiteye sahip bir bilyalı değirmenin 10 katından fazladır.
Hava akımı ultra ince öğütme: Jet değirmen, ultra ince öğütme için kullanılabilir. Basınçlı hava veya aşırı ısıtılmış buhar ve parçacıkların taşıyıcısı olarak meme tarafından üretilen süpersonik yüksek türbülanslı hava akışını kullanır ve darbe birikimi parçacıklar arasında veya parçacıklar ile sabit plaka arasında oluşur, Sürtünme ve kesme vb. öğütme amacına ulaşmak için. Altı ana tip hava akımı paslanmaz çelik öğütücü vardır: disk tipi, sirkülasyonlu tüp tipi, hedef tipi, çarpışma tipi, döner darbe tipi ve akışkan yatak tipi. Sıradan mekanik ultra ince paslanmaz çelik pulverizatör ile karşılaştırıldığında, hava akımı paslanmaz çelik pulverizatör ürünü çok ince öğütebilir (tozun inceliği 2-40 mikrona ulaşabilir) ve partikül boyutu dağılım aralığı daha dardır, yani partikül boyut daha düzgün. Gaz, sıcaklığı düşürmek için memede genişlediğinden, öğütme işlemi sırasında eşlik eden ısı yoktur, bu nedenle öğütme sıcaklık artışı çok düşüktür. Bu özellik özellikle düşük erime noktalı ve ısıya duyarlı malzemelerin ultra ince öğütülmesi için önemlidir. Bununla birlikte, hava jetli öğütmenin enerji tüketimi büyüktür ve enerji kullanım oranı, diğer öğütme yöntemlerinden birkaç kat daha yüksek olan sadece yaklaşık %2'dir.
Genel olarak, ürünün parçacık boyutunun besleme hızıyla doğru orantılı olduğuna, yani besleme hızı ne kadar büyükse, ürün parçacık boyutu da o kadar büyük olduğuna inanıldığına dikkat çekmek gerekir. Bu anlayış kapsamlı değildir. Bu ifade, paslanmaz çelik pulverizatördeki besleme hızı veya partikül konsantrasyonu belirli bir değere ulaştığında mantıklıdır. Besleme hızı arttığı için paslanmaz çelik öğütücüdeki partikül konsantrasyonu da artar ve partikül kalabalıklaşması meydana gelir. Parçacıklar bile bir piston gibi akar. Yalnızca "pistonun" önündeki parçacıklar etkili çarpışma olasılığına sahiptir. Parçacıklar sadece düşük hızda çarpışır ve birbirine sürtünerek ısı üretir. Ancak bu, partikül konsantrasyonu ne kadar küçükse, ürün boyutu o kadar küçük veya öğütme veriminin o kadar yüksek olduğu anlamına gelmez. Aksine, partikül konsantrasyonu belirli bir seviyeye düştüğünde partiküller arasında çarpışma şansı olmayacak ve öğütme verimi düşecektir.

Metalik olmayan minerallerin ultra ince öğütülmesi
Metalik olmayan madenler, metal madenleri ve yakıt madenleri, malzeme endüstrisinin üç direği olarak adlandırılır. Metalik olmayan minerallerin kullanımı, ultra ince öğütme, ultra ince derece, ince saflaştırma ve yüzey modifikasyonu dahil olmak üzere derin işleme derecesine bağlıdır; bunların arasında etkili ultra ince öğütme, çeşitli derin işleme için ön koşul ve garantidir. İdeal ultra ince toz şu özelliklere sahip olmalıdır: mümkün olduğunca küçük parçacıklar, topaklanma yok, dar parçacık boyutu dağılımı, mümkün olduğunca küresel parçacıklar, tek tip kimyasal bileşim, vb.
Metalik olmayan minerallerin çok çeşitli olması nedeniyle, kırılmış ürünlerin farklı kullanımlarına göre partikül boyutu dağılımı ve saflığı konusunda çeşitli gereksinimler ortaya konmaktadır. Ultra ince öğütme teknolojisinin geliştirilmesi, özel gereksinimlerine uyum sağlamalıdır. Genel olarak, metalik olmayan mineraller için gereksinimler aşağıdaki gibidir:
- İncelik
Metalik olmayan mineral ürünlerin uygulanması belirli bir derece gerektirir. Örneğin, kağıt yapım hammaddeleri olarak kaolin ve ağır kalsiyum karbonat, %90'a karşılık gelen -2μm'lik bir ürün inceliği, beyazlık > %90'a ihtiyaç duyar; yüksek dereceli boya dolgusu ağır kalsiyum karbonat tozu 1250 Mesh inceliği; seramik opaklaştırıcı olarak zirkonyum silikat, 0,5~1μm ortalama incelik gerektirir; Dolgu maddesi olarak wollastonit ayrıca inceliğinin 10μm'den az olmasını gerektirir ve bu böyle devam eder.
- Saflık
Metalik olmayan mineral ürünlerin saflık gereksinimi de ana göstergelerinden biridir; bu, öğütme işlemi sırasında hiçbir kirliliğe izin verilmemesi ve orijinal bileşimin korunması gerektiği anlamına gelir. Beyaz mineral ise belirli bir beyazlık derecesi gereklidir. Örneğin, kağıt yapımında kullanılan kalsine kaolin ve talkın beyazlığının ≥ %90 olması ve kağıt yapımında kullanılan kaplamalarda, dolgu maddelerinde ve yüksek kaliteli boya dolgu maddelerinde kullanılan ağır kalsiyum karbonatın beyazlığının %90'dan fazla olması gerekir. Beklemek.
- Toz şekli
Bazı metalik olmayan mineral ürünler, farklı ihtiyaçları karşılamak için şekillerinde katı gereksinimlere sahiptir. Örneğin, kompozit takviye için kullanılan volastonit, ultra ince tozunun orijinal iğne benzeri kristal durumunu mümkün olduğunca koruması gerekir, böylece volastonit ürünleri doğal kısa elyaf takviyeli malzemeler haline gelir ve en-boy oranının >8~ olması gerekir. 10.
Ultra ince toz malzemelerin uygulama alanları mekanik alanda %40,3, termal alanda %34,6, elektromanyetik alanda %12,9, biyomedikal alanda %8,9, optik alanda %2,4 ve optik alanda %0,9'dur. diğer alanlar.
Metalik olmayan mineral ultra ince öğütme yöntemi
Kırma, tek bir malzemenin yok edilmesinden farklıdır. Grup üzerindeki etkiyi ifade eder, yani kırılmış malzeme, farklı boyut ve şekillerde bir parçacık grubudur.
Hazırlama ilkesinden çok ince toz hazırlamanın iki ana yöntemi vardır: biri kimyasal sentezdir; diğeri ise fiziksel taşlamadır. Kimyasal sentez, kimyasal reaksiyon veya faz dönüşümü yoluyla gerçekleşir, toz, iyonlardan, atomlardan ve moleküllerden kristal çekirdek oluşumu ve kristal büyümesi yoluyla hazırlanır. Karmaşık üretim süreci, yüksek maliyet ve düşük verim nedeniyle uygulama sınırlıdır. Fiziksel öğütme ilkesi, malzemeleri mekanik kuvvetin etkisiyle öğütmektir. Kimyasal sentez yöntemleriyle karşılaştırıldığında, fiziksel öğütme daha düşük maliyete, nispeten basit işleme ve büyük çıktıya sahiptir.
Mekanik öğütme yönteminin avantajları: büyük çıktı, düşük maliyet, basit işlem vb. ve tozun etkinliğini artırmak için öğütme işlemi sırasında mekanokimyasal etkiler üretilir; dezavantajları: ürünün saflığı, inceliği ve morfolojisi, kimyasal yöntemle hazırlanan ultra ince toz kadar iyi değildir. Bu yöntem, mineral ürünlerin derin işlenmesi gibi büyük ölçekli endüstriyel üretim için uygundur.
Metalik olmayan mineral ultra ince öğütme ekipmanı
Şu anda, ultra ince toz malzemeleri hazırlamanın ana yöntemi fiziksel öğütmedir. Bu nedenle, ultra ince öğütme ekipmanı, esas olarak mekanik yöntemlerle ultra ince toz üreten çeşitli öğütme ile ilgili ekipmanı ifade eder. Yaygın olarak kullanılan ultra ince öğütme ekipmanları arasında jet değirmen, mekanik darbeli değirmen, titreşimli değirmen, karıştırma değirmeni, kolloid değirmen ve bilyalı değirmen bulunur.
| Ekipman Türü | Besleme boyutu/mm | Ürün inceliği d97/μm | Taşlama prensibi |
| jet değirmeni | <2 | 3~45 | Etki, çarpışma |
| Mekanik darbeli taşlama | <10 | 8~45 | Darbe, darbe, kesme |
| döner değirmen | <30 | 10~45 | Darbe, çarpışma, kesme, sürtünme |
| titreşim değirmeni | <5 | 2~74 | Sürtünme, çarpışma, kesme |
| karıştırma değirmeni | <1 | 2~45 | Sürtünme, çarpışma, kesme |
| Davul Bilyalı Değirmen | <5 | 5~74 | Sürtünme, darbe |
| gezegen bilyalı değirmen | <5 | 5~74 | Sürtünme, darbe |
| Taşlama ve soyma makinesi | <0,2 | 2~20 | Sürtünme, çarpışma, kesme |
| kum değirmeni | <0,2 | 1~20 | Sürtünme, çarpışma, kesme |
| valsli değirmen | <30 | 10~45 | Sıkma, sürtünme |
| Yüksek basınçlı homojenleştirici | <0,03 | 1~10 | Kavitasyon, türbülans, kesme |
| kolloid değirmeni | <0,2 | 2~20 | Sürtünme, kesme |
- Yüksek hızlı mekanik darbeli değirmen
Yüksek hızlı mekanik darbeli kırıcı, besleme stoğuna şiddetli bir darbe uygulamak için yatay veya dikey bir eksen etrafında yüksek hızda dönen dönen gövdelerin (çubuklar, çekiçler, bıçaklar, vb.) sabit ile çarpışmasına neden olan kullanımını ifade eder. gövde veya parçacıklar, böylece parçacık öğütme için ultra ince bir öğütme ekipmanı yapar.

Avantajları: büyük kırma oranı, ayarlanabilir ince toz parçacık boyutu, basit yapı, kolay kullanım, daha az destekleyici ekipman, kompakt kurulum, daha az taban alanı, büyük kapasite ve yüksek verimlilik.
Dezavantajları: Yüksek hızlı çalışma, aşırı ısınmayı ve parça aşınmasını kaçınılmaz kılar.
Kalsit, mermer, tebeşir ve talk gibi orta sertlikteki malzemelerin çok ince tozlarının üretimi için uygundur.
- jet değirmeni
Jet değirmen, jet değirmen veya enerji akışlı değirmen olarak da adlandırılır. Yüksek hızlı hava akımının (300-500m/sn) veya aşırı ısıtılmış buharın (300-400℃) enerjisini kullanarak parçacıkların çarpışmasına, çarpışmasına ve birbirine sürtünmesine neden olarak katı malzemelerin öğütülmesine neden olur. Temel olarak şunları içerir: düz jet değirmeni, sirkülasyonlu jet değirmeni, karşı jet jet değirmeni, tırmık jet değirmeni, akışkan yataklı jet değirmeni, vb.




Jet değirmeni pulverizasyon oranı genellikle 1-40'tır ve ürün inceliği d genellikle 3-10μm'ye ulaşabilir. Ürün daha az kontaminedir ve steril durumda çalıştırılabilir. Düşük erime noktalı ve ısıya duyarlı malzemelerin ve biyolojik olarak aktif ürünlerin toz haline getirilmesi için uygundur. Üretim süreci süreklidir, üretim kapasitesi büyüktür ve kendi kendini kontrol ve otomasyon derecesi yüksektir.
Dezavantajları: Jet değirmen şu anda en eksiksiz modellere ve nispeten gelişmiş teknolojiye sahip en çok araştırılan ultra ince öğütme ekipmanıdır. Ayrıca aşağıdaki eksikliklere sahiptir: yüksek saflıkta büyük ölçekli, özel üretim, yüksek incelikli ürünler, yüksek maliyet, yüksek enerji tüketimi, İşleme doğruluğunun mikron altı ürünlere ulaşması zordur ve malzeme aşınmıştır. Jet değirmenler, metalik olmayan minerallerin, kimyasal hammaddelerin, sağlıklı gıdaların, talk, mermer, kaolin gibi nadir toprak elementlerinin ve orta sertliğin altındaki diğer metalik olmayan minerallerin ultra ince öğütülmesi için yaygın olarak kullanılmaktadır.
- titreşim değirmeni
Titreşim değirmeni, ortam olarak bir bilye veya çubuğa sahip ultra ince bir öğütme ekipmanıdır. İşlenmiş ürün birkaç mikron kadar ince olabilir. İnşaat malzemeleri, metalurji, kimya endüstrisi, seramik, cam, refrakter malzemeler ve metalik olmayan mineraller ve diğer endüstrilerde yaygın olarak kullanılmaktadır. Toz işleme.


Titreşim değirmeninin avantajları: kompakt yapı, küçük boyut, küçük kalite, basit kullanım, uygun bakım, düşük enerji tüketimi, yüksek verim, tek tip ürün boyutu, dezavantajlar: büyük gürültü, büyük boyutlu titreşimli değirmen, yaylar, yataklar ve diğer makine parçaları.
Ultra ince öğütme ekipmanlarının gelişim trendi
(1) Ürün inceliğini iyileştirin ve ekipman taşlama sınırını azaltın;
(2) Tek bir makinenin çıktısını artırmak ve birim ürün başına enerji tüketimini azaltmak;
(3) Aşınmayı azaltın;
(4) Yüksek stabilite ve güvenilirlik;
(5) Ürün inceliği ve parçacık boyutu dağılımının çevrimiçi kontrolü;
(6) Verimli, ince ve büyük tesviye ekipmanı;
(7) Özel tanecikler ve sert malzemeler için ultra ince öğütme ekipmanı.
Makale kaynağı: Çin Toz Ağı

Jet değirmenin sınıflandırılması ve çalışma prensibi
Ultra ince öğütme ekipmanlarından biri olan jet değirmen de öğütme endüstrisindeki önemli ekipmanlardan biridir. Akışkan yataklı öğütücünün sıkıştırılmış havası dondurulduktan, filtrelendikten ve kurutulduktan sonra, memelerden süpersonik bir hava akımı oluşturur ve malzemeyi akışkanlaştırmak için toz haline getirme odasına enjekte edilir. Hızlandırılmış malzeme, birkaç memenin jet hava akışlarının kesişme noktasında birleşerek şiddetli bir şekilde sonuçlanır. Parçacıkların çarpışması, sürtünmesi ve kesilmesi, parçacıkların ultra ince öğütülmesini sağlayabilir.
Zemin malzemesi, yükselen hava akımı ile çark sınıflandırma alanına taşınır. Sınıflandırma çarkının merkezkaç kuvvetinin ve fanın emme kuvvetinin etkisi altında, kaba ve ince toz ayrılır. Hava akımı siklon ayırıcıya girer, ince toz torba filtre tarafından toplanır ve arıtılmış gaz indüklenen fan tarafından boşaltılır. Düz jet değirmen, basit yapısı ve kolay üretimi nedeniyle geniş bir uygulama alanına sahiptir.
Yapı: Esas olarak kırma odası, meme açıklığı, tahliye açıklığı, hava akış çıkışı, basınçlı hava girişi, sınıflandırma bölgesi vb.


Çalışma prensibi: Sıkıştırılmış hava veya aşırı ısıtılmış buhar, memeden yüksek hızlı hava akışına dönüştürülür. Malzeme, besleyici aracılığıyla kırma odasına gönderildiğinde, yüksek hızlı hava akışı ile kesilir. Güçlü darbe ve yoğun sürtünme, malzemenin öğütülerek ultra ince ürünlere dönüşmesini sağlar. Metalik olmayan minerallerin ve kimyasal hammaddelerin ultra ince öğütülmesinde yaygın olarak kullanılmaktadır. Ürünün parçacık sınırı, birleşik gaz akımındaki katı içeriğine bağlıdır. Birim enerji tüketiminin zıt oranı altında, jet değirmen tarafından üretilen ürünler daha rafine, parçacık boyutu dağılımı daha düzgün, aktivite de daha büyük ve dağılım performansı fiyattan daha iyi. Öğütme işlemi sırasında sıkıştırılmış gazın adyabatik genleşmesinin neden olduğu Joule-Thomson soğutma etkisi nedeniyle, öğütme işleminde bazı düşük erime noktalı veya ısıya duyarlı malzemeler kullanılabilir.
Jet değirmenlerin sınıflandırması şu anda endüstride aşağıdaki beş tipe sahiptir. Yatay diskli (düz) jet değirmenler, sirkülasyonlu boru jet değirmenler, hedef jet değirmenler, karşı jet değirmenler ve akışkan yataklı jet değirmenler olarak ayrılabilirler.

Hava akımı öğütme prensibi: kuru yağsız sıkıştırılmış hava akımı veya çok fazla meme, yüksek hızlı jet malzemeyi yüksek hızda hareket ettirerek malzemenin çarpışmasına, sürtünmesine ve sıkışmasına neden olur. Ezilmiş malzeme hava akımı ile sınıflandırma alanına ulaşır ve incelik gereksinimlerini karşılayan malzeme nihayet toplayıcı tarafından toplanır. Malzeme gerekli partikül boyutunu karşılamıyorsa, kırma odasına geri dönün, gerekli inceliğe ulaşılana kadar öğütmeye devam edin ve ayarı durdurun. Nozulun yakınındaki yüksek hız gradyanı nedeniyle, öğütmenin çoğu memenin yakınında meydana gelir. Kırma odasında, partiküllerin ve partiküllerin çarpışma frekansı, partiküllerin ve cihaz duvarının çarpışma frekansından çok daha yüksektir. Başka bir deyişle, jet değirmenin ana öğütme etkisi, parçacıklar arasındaki çarpışma veya sürtünmedir.

Silikon tozunun uygulanması, işleme teknolojisi ve geliştirilmesi
Silika tozu, ezilmiş, bilyalı öğütülmüş (veya titreşimli, jet değirmen), yüzdürme, asitle temizleme, yüksek saflıkta su olan doğal kuvars (SiO2) veya kaynaşmış kuvarstan (yüksek sıcaklıkta erime ve doğal kuvarsın soğutulmasından sonra amorf SiO2) yapılır. muamele, vb. Mikro toz halinde işlenir.
Silikon mikro tozu, kokusuz, toksik olmayan ve kirletici olmayan metalik olmayan bir malzemedir. Yüksek sertlik, düşük ısı iletkenliği, yüksek sıcaklık direnci, yalıtım ve kararlı kimyasal özelliklerin avantajlarına sahiptir.
Silikon tozunun seviyesine göre, ayrılabilir: sıradan silikon tozu, elektrik sınıfı silikon tozu, erimiş silikon tozu, ultra ince silikon tozu, küresel silikon tozu. Amaca göre, ayrılabilir: boya ve kaplama için ince silikon tozu, epoksi zemin için ince silikon tozu, kauçuk için ince silikon tozu, dolgu macunu için ince silikon tozu, elektronik ve elektrik sınıfı plastikler için ince silikon tozu ve ince hassas seramikler için silikon tozu. Üretim sürecine göre, kristal toz, kristobalit tozu, erimiş toz ve çeşitli aktif tozlar olarak ayrılabilir.
Silikon tozu uygulaması
Mikrosilika tozu, farklı kalite sınıflarına göre kauçuk, plastik, ileri boyalar, kaplamalar, refrakter malzemeler, elektrik yalıtımı, elektronik paketleme, yüksek kaliteli seramik, hassas döküm vb. üretim alanlarında kullanılabilir.
Sıradan silikon tozu esas olarak epoksi reçine döküm boya, çömlek malzemesi, kaynak çubuğu koruyucu tabaka, metal döküm, seramik, silikon kauçuk, sıradan boya, kaplama ve diğer kimya endüstrisi dolgu maddeleri için kullanılır. Elektrik sınıfı silikon tozu esas olarak sıradan elektrikli ev aletleri ve bileşenlerinin yalıtım dökümü, yüksek voltajlı elektrikli cihazların yalıtım dökümü, APG (otomatik epoksi reçine basınçlı jel kalıplama teknolojisi) proses enjeksiyon malzemesi, epoksi saksı ve üst düzey seramik sır endüstrileri için kullanılır.
Elektrik ve elektronik dereceli silikon tozu parçacık boyutu dağıtım gereksinimleri
| Özellikler/Ağ | Medyan partikül boyutu D50/μm | Özgül yüzey alanı/(cm2/g) | kümülatif ayrıntı düzeyi |
| 300 | 21.00~25.00 | 1700~2100 | ≤50μm≥75% |
| 400 | 16.00~20.00 | 2100~2400 | ≤39μm≥75% |
| 600 | 11.00~15.00 | 2400~3000 | ≤25μm≥75% |
| 1000 | 8.00~10.00 | 3000~4000 | ≤10μm≥65% |
Elektronik sınıf silikon mikro toz esas olarak entegre devreler ve elektronik bileşenler için kullanılır plastik ambalaj malzemeleri ve ambalaj malzemeleri, epoksi reçine döküm malzemeleri, saksı malzemeleri ve yüksek dereceli boyalar, kaplamalar, mühendislik plastikleri dolgu maddeleri, yapıştırıcılar, silikon kauçuk, hassas döküm, Yüksek dereceli seramik sır dolgu maddeleri ve diğer kimyasal alanlar. Epoksi kalıplama bileşiğinin yıllık tüketimi on binlerce tondur ve dolgu içindeki silika tozu içeriği %70 ila %90 arasındadır.
Yüksek saflıkta ultra ince silikon tozunun SiO2içeriği% 99.9'dan yüksektir ve küçük parçacık boyutu, geniş spesifik yüzey alanı, yüksek kimyasal saflık ve iyi doldurma kabiliyeti özelliklerine sahiptir. Esas olarak büyük ölçekli ve ultra büyük ölçekli entegre devre plastik kalıplama bileşimi, elektronik bileşen kalıplama bileşimi, epoksi dökülebilir çömlekçilik bileşimi, yüksek kaliteli kaplamalar, boyalar, mühendislik plastikleri, yapıştırıcılar, silikon kauçuk, hassas döküm, gelişmiş seramikler ve kimyasallar için kullanılır. alan.
Küresel silikon tozu yüksek bir doldurma hızına sahiptir ve genleşme katsayısı ne kadar küçükse, termal iletkenlik o kadar düşük olur; plastik ambalaj bileşimi en az stres konsantrasyonuna ve en yüksek mukavemete sahiptir; sürtünme katsayısı küçüktür ve kalıptaki aşınma küçüktür. Ağırlıklı olarak elektronik plastik ambalaj malzemeleri, kaplamalar, epoksi zeminler, silikon kauçuk ve diğer alanlarda kullanılmaktadır.
Metalik olmayan mineral dolguların yüksek moleküler polimerlerle daha iyi kaynaşması için metalik olmayan minerallerin ezilmesi, saflaştırılması ve modifiye edilmesi gerekir. Genel olarak konuşursak, dolgu maddesinin partikül boyutu ne kadar küçükse ve dağılım ne kadar düzgün olursa, ürünün mekanik özellikleri o kadar iyi olur.
Silikon tozunun süper ince öğütülmesi
Ultra ince toz hazırlamak için hammadde olarak doğal kuvars minerallerinin kullanılması, yalnızca piyasa talebini karşılamakla kalmayıp, aynı zamanda tozdaki zararlı safsızlıkların içeriğini daha iyi azaltmak içindir. Doğal kuvars minerali çok sayıda kapanım ve çatlak içerir. Ultra ince kırma teknolojisinin kullanılması, çatlak ve kusurların sayısını büyük ölçüde azaltabilir. Saflaştırma işlemiyle birlikte zararlı safsızlıkların içeriği daha iyi azaltılabilir. Kristal toz, kristobalit tozu, füzyon tozu ve çeşitli aktif tozların hazırlanması bir öğütme ve sınıflandırma işlemi gerektirir.
Ultra ince öğütme ve ultra ince ekipman seçimi, nihai ürünün toz parçacıklarının çıktısını, kalitesini ve şeklini doğrudan etkileyecektir. Şu anda, ultra ince öğütme ve ultra ince öğütme ekipmanının birim kombinasyonları şunları içerir: bilyalı değirmen artı tesviye, eksantrik titreşimli değirmen artı tesviye ve titreşimli değirmen artı tesviye.
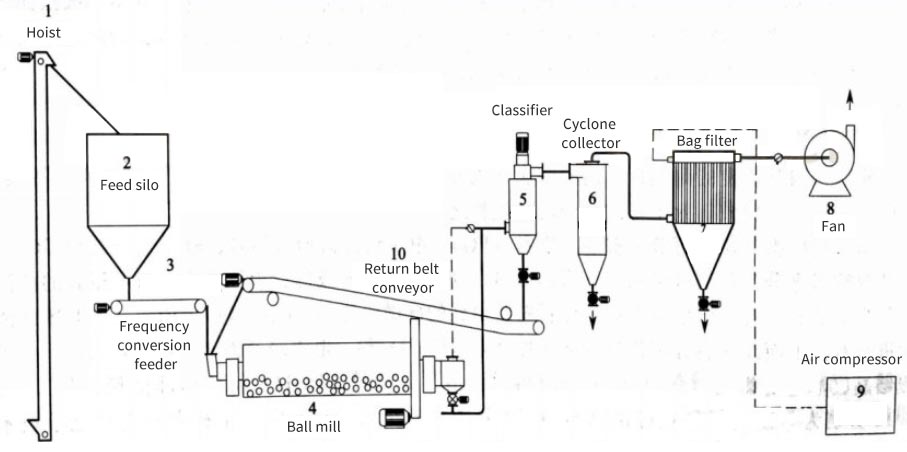 Bilyalı değirmende sınıflandırılmış silikon tozu kapalı devre üretim süreci
Bilyalı değirmende sınıflandırılmış silikon tozu kapalı devre üretim süreci
Bilyalı değirmen sınıflandırma üretim hattının özellikleri: büyük çıktı, basit ekipman çalışması, düşük bakım maliyetleri, esnek öğütme ortamı ve astar seçimi, malzemelerin yüksek saflıkta işlenmesine düşük kirlilik, ekipmanın güvenilir genel çalışması ve kararlı ürün kalite. Silikon tozu uygulaması, ürünü beyazlık, iyi parlaklık ve istikrarlı kalite indeksi açısından yüksek hale getirebilir. Yüksek saflıkta ultra ince silikon tozunun üretimi, daha fazla ultra ince toz haline getirme veya öğütme ve yüksek saflıkta kumun hazırlanması temelinde sınıflandırma ile elde edilir.
Silikon tozunun yüzey modifikasyonu
Silikon tozunun yüzey modifikasyonuna uygulanan silan birleştirme maddesinin etkisi çok idealdir. Silika tozunun hidrofilikliğini organik-filik bir yüzeye dönüştürebilir ve ayrıca organik polimer malzemelerin tozuna ıslanabilirliğini artırabilir ve silika tozu ve organik polimer malzemelerinin fonksiyonel gruplar aracılığıyla güçlü bir kovalent bağ arayüzü gerçekleştirmesini sağlayabilir. .
Silan birleştirme maddesinin uygulama etkisi, seçilen tip, dozaj, hidroliz koşulu, substrat özellikleri, uygulama durumları, organik polimer malzemelerin yöntemleri ve koşulları ile ilgilidir.
Silika tozunun küreselleştirilmesi
Şu anda, entegre devre (IC) ambalaj malzemelerinin %97'si epoksi kalıplama bileşiği (EMC) kullanır ve EMC'nin bileşiminde, epoksi kalıplama bileşiği kütlesinin %70 ila %90'ını oluşturan silikon mikro tozu en çok kullanılandır. Açısal silikon mikro tozu ile karşılaştırıldığında, dairesel silikon mikro tozu daha yüksek bir doldurma hızına, daha küçük bir termal genleşme katsayısına, daha düşük termal iletkenliğe, daha az stres konsantrasyonuna, daha yüksek mukavemete ve üretilen mikro elektronik cihazların daha iyi performansına sahiptir. Bu nedenle, yüksek saflıkta ve ultra ince partiküllere ek olarak, partikül küreselleşmesi de silikon mikro tozlarının gelişme trendlerinden biri haline gelmiştir.
Küresel silikon tozu hazırlamak için mevcut yöntemler, fiziksel yöntemlere ve kimyasal yöntemlere ayrılabilir. Fiziksel yöntemler şunlardır: alev topu yöntemi, yüksek sıcaklıkta eritme püskürtme yöntemi, kendi kendine yayılan düşük sıcaklıkta yanma yöntemi, plazma yöntemi ve yüksek sıcaklıkta kalsine etme küreselleştirme. Kimyasal yöntemler şunları içerir: gaz fazı yöntemi, hidrotermal sentez yöntemi, sol-jel yöntemi, çökeltme yöntemi, mikroemülsiyon yöntemi vb. Kimyasal yöntemlerde, partiküllerin ciddi şekilde aglomerasyonu nedeniyle, ürünün daha geniş spesifik yüzey alanı ve büyük yağ emme değeri, büyük miktarda doldurulduğunda epoksi reçine ile karıştırılması zordur. Bu nedenle, mevcut endüstri esas olarak fiziksel yöntemleri benimsemektedir.
Silikon tozu endüstrisinin gelişimine genel bakış
Silikon tozu endüstrisi, sermaye, teknoloji ve kaynak yoğun bir endüstridir. Yüksek teknoloji endüstrilerinin gelişmesiyle birlikte, silikon mikro tozları giderek daha yaygın bir şekilde kullanılmaya ve kullanılmaya başlandı. Dünyanın yüksek saflıkta ultra saf silikon tozu talebi, IC endüstrisinin gelişmesiyle hızla gelişecektir. Önümüzdeki 10 yıl içinde dünyanın buna olan talebinin %20 oranında artacağı tahmin edilmektedir. Ultra ince, yüksek saflıkta silikon tozu endüstrinin gelişimi için sıcak bir nokta haline geldi, küresel silikon tozu endüstrinin gelişim yönü haline geldi ve yüzey modifikasyon teknolojisi yoğunlaştı.
Makale kaynağı: Çin Toz Ağı

Jet değirmenin önemli özellikleri
Jet değirmeni, Laval meme tarafından süpersonik bir hava akışına hızlandırılan ve daha sonra malzemeyi akışkan hale getirmek için kırma bölgesine enjekte edilen sıkıştırılmış havadır (hava akışı, akışkan yataklı bir süspansiyona genişler ve kaynar ve birbiriyle çarpışır), böylece her parçacık aynı hareket hali.
Ultra ince öğütme için önemli bir ekipman olan jet değirmen, kimyasal, farmasötik, pil malzemeleri, metalurji, talk, kuvars, grafit, aşındırıcılar, alev geciktirici malzemeler, seramikler, pigmentler, gıda katkı maddeleri, pigmentler ve diğer kuru alanlarda yaygın olarak kullanılmaktadır. toz malzemeler. Ultra saf ultra ince kırma.
Jet değirmeninin özellikleri
İnce parçacık boyutuna ek olarak, jet değirmen ürünleri ayrıca dar parçacık boyutu dağılımı, pürüzsüz parçacık yüzeyi, düzenli parçacık şekli, yüksek saflık, yüksek aktivite ve iyi dağılabilirlik özelliklerine de sahiptir.
Sıkıştırılmış gaz, kırma işlemi sırasında adyabatik olduğundan, genleşme bir Joule-Thomson soğutma etkisi üretir, bu nedenle düşük erime noktalı, ısıya duyarlı malzemelerin ultra ince ezilmesi için de uygundur.
Jet değirmeninin çalışma prensibi
Kuru ve yağsız sıkıştırılmış hava veya aşırı ısıtılmış buhar, memeden yüksek hızda püskürtülür ve yüksek hızlı jet, hayvan malzemesini yüksek bir hızda hareket ettirerek malzemenin çarpışmasına, sürtünmesine ve ezilmesine neden olur. Toz haline getirilen malzemeler hava akımı ile sınıflandırma alanına gelir ve incelik gereksinimlerini karşılayan malzemeler toplayıcı tarafından toplanır. Gereksinimleri karşılamayan malzemeler, gerekli inceliğe ulaşana kadar kırma işlemine devam etmek üzere kırma odasına geri gönderilir ve toplanır.
Nozulun yakınındaki yüksek hız gradyanı nedeniyle, pulverizasyonun çoğu memenin yakınında meydana gelir. Kırma odasında, parçacık-parçacık çarpışmalarının sıklığı parçacık-duvar çarpışmalarından çok daha yüksektir. Bu nedenle jet değirmenlerde ana kırma etkisi, partiküller arasındaki darbe veya sürtünmedir.