
Ultra ince öğütücüde anormal sesin nedeni
1. Şiddetli aşırı yüklenme, ultra ince öğütücü kontaktörünün içinde ağır bir "uğultu" sesine neden olur.
2. İçerideki zayıf temas veya arıza nedeniyle, geleneksel Çin tıbbı ultra ince taşlama makinesinin elektromekanik diskinin içindeki "gıcırtı" veya "çatlak" sesi olan deşarj noktası oluşur.
3. Ultra ince taşlama makinesinin üst kapağındaki bağlantı cıvataları gibi bazı parçaların gevşemesi nedeniyle, geleneksel Çin tıbbı ultra ince taşlama makinesinin demir çekirdeği sıkılmaz, bu da silikon çelik levhanın titreşimine neden olur. ve güçlü bir ses çıkarıyor. Demir göbeğin her iki tarafındaki silikon çelik saclar sıkılmazsa anormal ses de oluşacaktır.
4. Güç şebekesinde bir topraklama veya kısa devre arızası olduğunda, sargıdan büyük bir akım akar ve güçlü bir ses çıkar.
5. Ultra ince öğütme makinesinde harmonik akım üretebilecek büyük güç ekipmanı veya ekipmanı olduğunda, büyük ölçekli ultra ince öğütme makinesi ekipmanının başlatılması veya harmonik üreten ultra ince öğütme makinesinin çalışması, ultra ince taşlama makinesinin bulunduğu yerde transformatörü etkiler. Bir "vay" sesi çıkar.
6. Ferromanyetik rezonans nedeniyle şantiyedeki transformatör anormal bir ses çıkaracaktır.
7. Ultra ince taşlama makinesinde birincil taraf voltajı çok yüksek veya dengesizse, biraz ses olacaktır.
8. Aşırı gerilim var, sargı veya kurşun tel gövdeye boşalmış veya demir çekirdeğin topraklama kablosu ayrılmış, bu da demir çekirdeğin gövdeye boşalmasına neden oluyor, bunların hepsi transformatörün deşarj sesi. geleneksel Çin tıbbı ultra ince öğütme makinesinin şantiyesi.
Ultra ince taşlama makinesinde kullanılan transformatörde anormal gürültü oluştuğunda, olası neden değerlendirilmelidir. Sadece süper ince öğütücü iyi muhafaza edildiğinde daha iyi çalışabilir.
Ultra ince öğütücünün bakımı
Ultra ince öğütme makinesinin bakımı son derece önemli ve sık yapılan bir iştir ve işletme ve bakım ile yakından koordine edilir ve tam zamanlı bir personel tarafından kontrol edilmelidir.
Ultra ince öğütücü, kuru malzemelerin ultra ince öğütülmesini sağlamak için hava ayırma, ağır basınçlı öğütme ve kesme kullanan bir ekipmandır. Ultra ince öğütücünün bakımına bir göz atalım:
1. Şaft, negatif makinenin tüm yükünü taşır, bu nedenle iyi yağlama, yatağın ömrü ile büyük bir ilişkiye sahiptir, makinenin ömrünü ve çalışma oranını doğrudan etkiler, bu nedenle enjekte edilen yağlama yağı temiz ve iyi sızdırmaz olmalıdır. . Makinenin ana yağ enjeksiyon noktaları şunlardır: döner yataklar, makaralı yataklar, tüm dişliler, hareketli yataklar ve kayar düzlemler.
2. Yeni takılan tekerlek lastikleri gevşemeye eğilimlidir ve sık sık kontrol edilmelidir.
3. Makinenin tüm parçalarının normal şekilde çalışıp çalışmadığına dikkat edin.
4. Kolay aşınan parçaların aşınma derecesini kontrol etmeye özen gösteriniz ve aşınan parçaların her zaman değiştirilmesine özen gösteriniz.
5. Hareketli cihazın alt çerçevesinin düzlemi, makine kırılmaz malzemelerle karşılaştığında, ciddi kazalara neden olabilecek hareketli yatağın alt çerçeve üzerinde hareket etmesini önlemek için tozdan temizlenmelidir.
6. Yatak yağı sıcaklığı yükselirse, nedeni kontrol etmek ve ortadan kaldırmak için makineyi derhal durdurun.
7. Döner dişli çalışırken darbe sesi geliyorsa hemen durdurup kontrol edin ve ortadan kaldırın.
Ultra ince öğütme teknolojisi, son yıllarda geliştirilmiş ve yaygın olarak kullanılan bir teknolojidir. Aynı zamanda ultra ince öğütücü endüstrisi de özellikle ilaç endüstrisinde hızla gelişmiş ve daha yaygın olarak kullanılmaya başlanmıştır. Gelecekteki gelişme beklentileri umut vericidir. Kimya endüstrisi, tıp, makine ve benzeri birçok endüstriye başarıyla uygulanmıştır. Özellikle titreşim yöntemiyle üretilen ultra ince öğütme ürünleri, ince öğütme parçacık boyutu, tamamen kapalı üretim süreci, kirlilik ve besin kaybı olmaması gibi avantajlara sahiptir. Ultra ince öğütme makinesi, diğer yabancı maddelerin girişini önlemek için tamamı yüksek kaliteli paslanmaz çelikten yapılmıştır; tüm makinenin yapısı düzgündür, malzeme yeterince ezilir ve toplanır ve kayıp azalır; taşlama çarkı ve ray, aşınması kolay olmayan ve uzun hizmet ömrüne sahip özel süper sert paslanmaz çelikten yapılmıştır, böylece maliyeti düşürür.

Ultra ince öğütücünün genel sorun giderme
Ultra ince öğütücüler kuru öğütme ve ıslak öğütme olarak ikiye ayrılabilir. Öğütme işlemi sırasında üretilen öğütme kuvvetinin farklı ilkelerine göre, kuru öğütme hava akımı, yüksek frekanslı titreşim, döner bilyalı (çubuk) öğütme, çekiçleme ve kendi kendine öğütme vb. ıslak öğütme, tamamlamak için esas olarak kolloidal öğütme ve Homojenizatör kullanır.
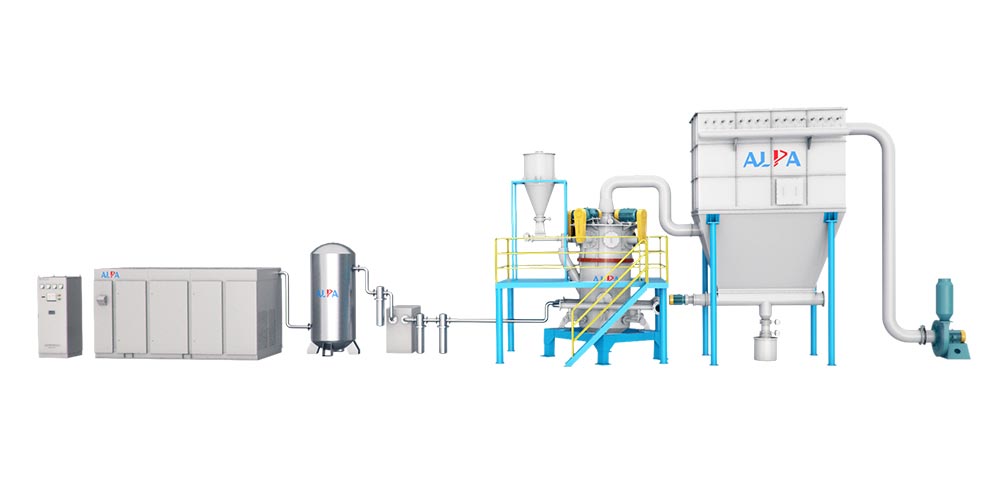
Ultra ince öğütücünün ana sistemi, bir hava kompresörü, bir hava temizleme sistemi, bir süpersonik jet değirmeni, bir sınıflandırıcı ve bir siklon ayırıcıdan oluşur. Orta ve küçük akışkan yatak tipi hava akışlı ultra ince öğütücüler genellikle süpersonik jet değirmenleri, sınıflandırıcıları ve siklonları entegre bir makinede birleştirir, bu da yerden büyük ölçüde tasarruf edebilir ve kurulum, nakliye ve kullanımı kolaylaştırabilir.
Ultra ince öğütücünün yaygın hatalarının giderilmesi:
1. Besleme girişinde ters enjeksiyon: hava kapağının yanlış ayarlanması, taşıma borusunun tıkanması, tıkanmış elek, çok kısa toz toplama torbası veya zayıf hava geçirgenliği, çekicin kenarında ciddi aşınma vb. tersine neden olacaktır. besleme girişinde enjeksiyon. Bu fenomen meydana geldiğinde, önce nedeni bulmalı ve ardından hedefe yönelik eliminasyon önlemleri almalı veya tıkanıklığı gidermek için hava kapağını ayarlamalı veya hava geçirgenliğini artırmak için toz torbasını değiştirmeli veya çekici değiştirmelisiniz.
2. Rulman aşırı ısınması: Rulman yetersiz yağlandığında, hasar gördüğünde veya ana mil büküldüğünde, rotor ciddi şekilde dengesiz olduğunda ve kayış çok sıkı olduğunda, rulman aşırı ısınır. Yağlama yağı eklenerek veya değiştirilerek, yataklar, miller, balans rotorları değiştirilerek ve kayış sıkılığı ayarlanarak yataklar normal koşullara döndürülebilir.
3. Öğütücü güçlü bir şekilde titrer:
① Çekiçler yanlış takılmışsa, kılavuzdaki gereksinimlere göre yeniden düzenlenmelidir;
② Karşılık gelen iki çekiç setinin ağırlık sapması çok büyük ve ağırlıkları, ağırlık farkı 5 gramı geçmeyecek şekilde dengelenmelidir;
③Yatak hasarlıysa veya ana mil bükülmüşse, zamanında değiştirilmelidir;
④ Ayak bağlantı vidaları gevşektir ve sıkılmalıdır.
4. Öğütücüde anormal ses var: Öğütücü içindeki parçalar hasar görmüş veya düşüyor veya makineye kaya veya demir gibi sert cisimler girerse anormal ses oluşacaktır. İnceleme için makineyi derhal durdurun, hasarlı parçaları değiştirin ve sert nesneleri çıkarın.
5. Düşük üretim verimliliği: Yetersiz motor gücü, uygun olmayan kayış kasnağı hazırlığı, kayış kayması, şiddetli çekiç aşınması, düzensiz besleme veya hammaddelerin aşırı su içeriği, düşük üretim verimliliğinin ana nedenleridir. Yukarıdaki durum meydana geldiğinde, sorunu çözmek için ilgili önlemler alınabilir veya hızı artırmak için motor veya kayış kasnağı değiştirilebilir, ancak nominal çalışma hızı aşılmamalıdır; veya kayış gerginliği ayarlanabilir veya kayış değiştirilmelidir veya çekiç değiştirilebilir. Çalışma sırasında, yem tek tip olmalı ve sürekli ve tekdüzeliği korumak için küçük bir miktar hızlı bir şekilde beslenmelidir; Aşırı ıslak hammaddeler öğütmeden önce kurutulmalıdır.

Ultra ince öğütücünün doğru kullanım yöntemi
1. Ultra ince öğütücü ve güç ünitesi sıkıca monte edilmelidir. Ultra ince öğütücü uzun süreli çalışma için sabitlenmişse, çimento temel üzerine sabitlenmelidir; öğütücü hareketli çalışıyorsa, ünite köşebentten yapılmış bir taban üzerine kurulmalı ve güç makinesi (dizel motor veya elektrik motoru) ve öğütücü sağlanmalıdır Kasnak oluklarının aynı dönüş düzleminde olması.
2. Öğütücü takıldıktan sonra, bağlantı elemanlarının her bir parçasının sıkılığını kontrol edin ve gevşeklerse sıkın. Aynı zamanda kemer sıkılığının uygun olup olmadığını kontrol edin.
3. Taşlama makinesini çalıştırmadan önce, pençelerin, çekiçlerin ve rotorun esnek ve güvenilir bir şekilde çalışıp çalışmadığını, kabukta herhangi bir çarpışma olup olmadığını ve rotorun dönüş yönünün uygun olup olmadığını kontrol etmek için rotoru elle çevirin. makine ok yönü, güç makinesi ve taşlama Makine yağlamasının iyi olup olmadığı.
4. Hızın öğütme haznesinde patlamaya neden olmayacak kadar yüksek olması veya öğütücünün çalışma verimliliğini etkilemek için hızın çok düşük olması durumunda, kayış kasnağı rastgele değiştirmeyin.
5. Taşlama makinesini çalıştırdıktan sonra, 2 ~ 3 dakika rölantide olmalı ve ardından anormal bir fenomen olmadığında işi beslemelidir.
6. Çalışırken her zaman öğütücünün çalışmasına dikkat edin ve arabanın tıkanmasını önlemek için eşit şekilde besleyin ve uzun süre fazla çalışmayın. Titreşim, gürültü, yataklarda ve makine gövdesinde aşırı sıcaklık veya püskürtme malzemeleri varsa, makine muayene için derhal kapatılmalı ve arıza giderildikten sonra çalışmaya devam edilmelidir.
Ultra ince öğütücü için bakım önlemleri, makine günlük çalışmanın bitiminden sonra temizlenmelidir. Yatağın normal çalışmasını korumak ve yatağın hizmet ömrünü uzatmak için yağ memesini istediğiniz zaman yağlama yağı ile doldurun. 1000 saat çalıştıktan sonra, kullanım sırasında iyi bir yağlama sağlamak ve hizmet ömrünü uzatmak için yatak temizlenmeli ve kalsiyum bazlı yağlayıcı ile yarıya kadar değiştirilmelidir.

Ultra ince bir öğütücü seçmek için temel koşullar
1. Malzeme özellikleri
Malzemenin doğası, aşındırıcı malzemenin yapısını ve yoğunluğunu içerir. Fanın neden olduğu negatif basınçlı hava akışının etkisi altında, hava akımı değirmeni tarafından öğütülen malzeme öğütme odasından çıkarılır, malzeme toplama sistemine girer, filtre torbası tarafından filtrelenir, hava boşaltılır, malzeme ve toz toplanır ve öğütme işlemi tamamlanır.
Ultra mikro taşlama makinesi, kuru malzemelerin ultra mikro taşlamasını sağlamak için hava ayırma, basınçlı taşlama ve kesme kullanan bir cihazdır. Silindirik öğütme odası, öğütme çarkı, öğütme rayı, fan, malzeme toplama sistemi vb. İnce öğütücünün malzemesi, besleme ağzından silindirik öğütme odasına girer ve öğütmeyi gerçekleştirmek için öğütme rayı boyunca dairesel bir hareketle hareket eden öğütme çarkı tarafından ezilir ve kesilir.
2. Malzeme durumu
Malzeme durumu esas olarak malzemenin nemi ve sıcaklığını ifade eder. Yaş öğütmeden farklı olarak, kuru öğütmede malzemenin su içeriği %3'ü geçemez, aksi takdirde öğütücünün işleme kapasitesi keskin bir şekilde düşer, özellikle kuru bilyalı değirmen daha önemlidir.
3. Malzeme boyutu
Kırıcıdan farklı olarak, besleme boyutunun kırıcının çıktısı üzerinde büyük etkisi vardır ve öğütücünün işleme kapasitesini etkileyen ana faktörlerden biridir. Bu nedenle kırma ve öğütme aşamalarındaki enerji tüketimi farklıdır ve kırma aşamasındaki enerji tüketimi çok daha azdır. Kırma işleminde daha çok kırma ve daha az öğütme prensibini uygulamak çok önemlidir. Bu nedenle, daha az enerji tüketimi olan kırma aşamasında, öğütme işlemindeki enerji tüketimini azaltmak için malzeme mümkün olduğunca daha ince tane boyutuna kadar kırılmalıdır.
4. Taşlama yeteneği
Ürünün gereksinimlere göre öğütülmesi gerekse bile, aynı boyutta malzeme parçacıkları elde etmek için kırıcı seçilebilir ve ardından tip ve boyuta göre uygun öğütücü seçilebilir.
5. Taşlama yöntemi
Öğütme yöntemleri yaş ve kuru yöntemler olarak ikiye ayrılır. Islak öğütücüler: çelik bilyeler veya diğer ortamları kullanan döner öğütücüler ve kule öğütücülerle sınırlıdır ve ayrıca birçok kuru öğütücü vardır. Hangi tip taşlama makinesinin kullanılacağı, taşlama öncesi ve sonrası yapılan işlemden, taşlama bölümlerinin sayısından ve taşlama işleminin seçiminden etkilenir.

Süper ince öğütücü kullanırken dikkat edilmesi gereken detaylar
Ultra ince öğütücü, benzersiz bir tasarım şemasını benimser. İyileştirmeden sonra, bıçak artık kullanılmaz ve kesici kafa ve astar, gövdenin tasarım yapısına göre özel olarak kurulur. Öğütme verimliliğini ve etkisini arttırmak için, ultra ince öğütücü, öğütme silindirindeki malzemeyi ortamın sıkma, yoğurma ve yırtılmasına maruz bırakmak için yüksek hızlı darbe kuvveti ve kesme kuvveti kullanır, bu da öğütme süresini büyük ölçüde kısaltır. ve öğütme verimliliğini artırır; Aynı zamanda, malzeme akışkanlaştırıldığı ve her parçacık aynı stres durumuna sahip olduğu için, kendi kendine viskoz etkisi, bitmiş ürünü düzgün bir şekilde dağılmış ve kesin bir kompozit parçacık grubu oluşturabilir, yoğunluğu artırabilir ve biyoyararlanımı artırabilir ve mikro taşlama etkisi Ve teknoloji.
Ultra mikro öğütücü çalışırken öğütülecek malzeme makine kasasının yan tarafında bulunan besleme hunisinden makineye beslenir. Dikey eksen etrafında dönmesi için ana makinenin erik çerçevesine asılan öğütme silindiri cihazına dayanır. Aynı zamanda kendi kendine dönüyor. Merkezkaç kuvveti, öğütme silindirinin dışa doğru sallanmasına ve öğütme halkasına sıkıca bastırmasına neden olur, böylece kürek bıçağı, öğütme silindiri ile öğütme halkası arasında gönderilecek malzemeyi alır ve öğütme silindiri, malzemeyi öğütme amacına ulaşır. öğütme silindirinin yuvarlanması ve yuvarlanması nedeniyle.
Rüzgar ayırma işlemi: Malzeme öğütüldükten sonra, fan, öğütme odasının üzerine yerleştirilmiş sınıflandırma cihazı tarafından sıralanan tozu havaya uçurmak için rüzgarı ana çerçeveye üfler. Spesifikasyonları karşılayan ürünler rüzgar akımı ile siklon kollektöre girer ve toplandıktan sonra nihai ürün olan toz çıkışından boşaltılır. Rüzgar, büyük siklon toplayıcının üst ucundaki dönüş kanalından fana geri akar. Rüzgar yolu daireseldir ve negatif basınç altında akar. Dolaşan hava yolunun artan hava hacmi, fan ve ana motor arasındaki egzoz borusundan boşaltılır ve küçük siklon koleksiyonuna girer. Arıtma tedavisi için buzdolabı.
Ultra mikro taşlama makinesi üç bölümden oluşur: ana makine, yardımcı makine ve elektrik kontrol kutusu. Sırma tipi, eleksiz, filesiz, homojen partikül boyutu gibi çeşitli özelliklere sahiptir. Üretim süreci süreklidir. Ultra ince öğütücü uluslararası ileri seviyeye ulaşmıştır ve ilaç, kimya ve gıda endüstrilerindeki malzemelerin toz haline getirilmesinde yaygın olarak kullanılmaktadır. Ultra mikro taşlama makinesi, bir taban, bir motor, bir kırma odası, bir kapak ve bir besleme hunisinden oluşan yatay bir devirme yapısıdır. Besleme hunisi ve kapağı, öğütme haznesindeki malzemenin temizlenmesi ve onarılması için uygun olan belirli bir açıyla eğilebilir. Sert ve öğütülmesi zor malzemelerin işlenmesi için, önceki mikro öğütme işlemi için destekleyici bir ekipman olarak da kullanılabilir. Malzemenin viskozitesi, sertliği, yumuşaklığı ve lifi ile sınırlı değildir ve herhangi bir malzeme üzerinde iyi bir öğütme etkisine sahip olabilir. .
Ultra mikro taşlama makinesi için önlemler:
1. Genel tıbbi malzemelerin ultra mikro öğütücü tarafından taranması gerekmez, ancak hassas parçacık boyutu gerektiren inciler ve sarkıtlar için lütfen ekranı geçin.
2. Öğütülmüş malzeme kurutulmalıdır, özellikle viskoz malzemenin kurutulması gerekir, böylece ultra ince öğütücü daha iyi bir kırma etkisine sahip olur. Hacim çok büyük olmamalı, küçük bir parmak tırnağı büyüklüğünde olmalıdır.
3. Öğütme tankını temizlemeyin.
4. Hassas taşlama makinesini kullandıktan sonra, anahtara dokunmaktan kaynaklanan herhangi bir tehlikeyi önlemek için lütfen elektrik fişini çekin.
5. Hız düştüğünde, lütfen ince öğütücünün toplu kumaş borusunun iyi havalandırılıp havalandırılmadığını veya toplama silindirinde çok fazla malzeme olup olmadığını kontrol edin. Güç anahtarını kapatın).
İnce öğütücünün özellikleri nelerdir?
Süper ince öğütücüler gıda, ilaç, sanayi vb. birçok sektörde kullanılmaktadır. Süper ince öğütücülerin avantajları da oldukça fazladır.
1. Yüksek öğütme verimliliği: neredeyse hiç kayıp ve kalıntı yok. Yüksek hızlı darbe kuvveti ve kesme kuvvetinin iki yönlü etkisi altında, öğütme süresi büyük ölçüde kısaltılır ve öğütme verimliliği artar.
2. Yüksek öğütme inceliği: çoğu hayvan ve bitki materyali 150 elek ila 2500 elek arasında öğütülebilir.
3. Ultra ince öğütücünün öğütme sıcaklığı düşüktür - sürekli çalışma durumunda sıcaklığı 40 dereceyi geçmez.
4. Düşük öğütme maliyeti: daha az işçilik, kısa süre, toz taşması olmadan tamamen hava geçirmez öğütme işlemi ve aktif bileşen kaybı olmaz. Üretim maliyetlerini büyük ölçüde azaltabilecek çok az malzeme kaybı vardır.
5. Basit kullanım: Malzemelerin tamamen boşaltılmasını, basit çalıştırmayı ve malzeme değişimini sağlamak için kapasitenin optimal konfigürasyonu.
6. Çok ince öğütücünün uygun bakımı: kompakt yapı, küçük taban alanı, uygun bakım ve onarım.
7. Temiz ve hijyenik: İçi ve dışı pürüzsüz, birden fazla işleve sahip tek bir makine, kirliliği azaltır ve temizlik yükünü hafifletir.
8. Geniş uygulama yelpazesi: Lifli, yüksek tokluk, yüksek sertlik veya belirli bir nem içeriğine sahip malzemelere uyarlanabilir. Polen ve diğer spor bitkileri ve hücre duvarının kırılmasını gerektiren diğer malzemeler için duvar kırılma oranı %95'ten fazladır.
9. Çevreyi iyileştirin: Tamamen kapalı çalışma, çalışma ortamını iyileştirebilecek toz taşması ve cüruf oluşumuna sahip değildir.
10. Ultra ince öğütücünün güvenliği güçlüdür: Malzemeyle temas eden parçaların tamamı cilalı paslanmaz çeliktir ve malzeme, arsenik, kadmiyum, cıva, kurşun gibi ağır metallerden kaçınarak uluslararası tıp ve gıda makinelerinin genel malzemesidir. , ve bakır.

Süper ince öğütücünün teknik özellikleri ve günlük bakım için ipuçları
Süper ince öğütücüler artık çeşitli endüstrilerde yaygın olarak kullanılmaktadır. Ardından, çok ince öğütücülerin teknik özelliklerini ve çok ince öğütücülerin günlük bakım ipuçlarını öğreneceğiz.
[Ultra ince öğütücünün mevcut uygulanan teknolojisinin özellikleri nelerdir]
1. Küçük ve güzel, hafif ve keyfi olarak hareket ettirilebilir; özellikle araştırma enstitüleri, laboratuvar numune analizi vb. için uygun basit çalışma, titreşim, düşük gürültü, güç tasarrufu ve güvenlik vb. özelliklerine sahiptir.
2. Ultra yüksek hızlı motor tasarımı, yüksek kırma inceliğine sahip tıbbi malzemeler için titreşimli ultra ince öğütme makinesi (çoğu tıbbi malzeme 50-300 ağ inceliği ile ezilir); geniş öğütme aralığı: Panax notoginseng, Sanqi, buhur, mür, eşek postu jelatin, dodder, Hipokampus, astragalus vb. iyi öğütebilir.
3. Hız hızlıdır ve titreşimli ultra ince öğütme makinesinin öğütme süresi genellikle 3 dakikadan fazla değildir.
4. Temiz ve hijyeniktir, çalışırken toz çıkarmaz. Titreşimli ultra ince öğütücünün öğütme oluğu ve bıçağı, birçok Çin ilacının demir içermeyen gereksinimlerini karşılayan paslanmaz çelikten yapılmıştır.
5. Temelde malzeme kaybı yoktur ve makinenin temizlenmesi kolaydır; farklı ilaçları öğütmek asla renk ve kokuyu geçmez.
6. İşlem basittir ve personelin özel eğitime ihtiyacı yoktur.
7. Yapı dayanıklı ve ekonomiktir. Bıçak, jilet ile aynı kalitede özel çelikten imal edilmiştir ve 100-200 kg'lık parçaları kırmak için bıçağı değiştirmeye gerek yoktur.
[Süper ince öğütücünün günlük bakımı için ipuçları]
1. Yatak yağı sıcaklığı yükseldiğinde, arızanın nedenini kontrol etmek ve ortadan kaldırmak için derhal durmalısınız.
2. Aşınması kolay olan parçaların aşınma derecesine dikkat edin, aşınan parçaları her an değiştirmeye özen gösterin ve hazırlanın.
3. Hareketli cihazın yerleştirildiği alt çerçevenin yüzeyi için, makine ezilemeyen malzemelerle karşılaştığında hareketli yatağın alt çerçeve üzerinde hareket edememesi olgusunu önlemek için toz ve diğer kalıntıları çıkarmak gerekir. kazalara yol açabilir.
4. Makinenin tüm yükünü taşıyan yatak, yataktır, bu nedenle iyi yağlama, yatağın hizmet ömrü ile büyük bir ilişkiye sahiptir. Makinenin hizmet ömrünü ve çalışma hızını doğrudan etkileyebilir. Bu nedenle enjekte edilen yağlama yağının temizliği standardı karşılamalı ve sızdırmazlığı iyi olmalıdır.
5. Takılan tekerlek lastikleri gevşemeye eğilimlidir ve sık sık kontrol edilmelidir.
6. Makinenin her bir parçasının çalışma koşullarının normal olup olmadığına dikkat ediniz.
7. Dönen dişli çalışıyorsa, darbe sesi geliyorsa muayene için zamanında durdurulmalı ve arıza giderilmelidir.

Ultra ince öğütücü çalıştırma talimatları ve çıkış ve incelik ayar yöntemleri
Ultra ince öğütücü, bir tür ince toz ve ultra ince toz öğütme ve işleme ekipmanıdır. Bu ekipman esas olarak orta ve düşük sertlik, %6'dan az nem ve Mohs sertliği 9'un altında olan yanıcı olmayan ve patlayıcı metalik olmayan malzemeler için uygundur.
1. Çalıştırma talimatları
(1) Sıralamayı açın ---- önce yardımcı ekipmanı açın (yüksek voltajlı uzatma, yüksek kare ekran, darbeli toz toplayıcı, rüzgar kapatma, vidalı burgu, kazıyıcı ve kaldırma).
(2) Ana bilgisayar destek ekipmanını açın (derecelendirme çarkı, ana bilgisayar, besleyici). Açıklamalar: Besleyiciyi açmadan önce, öncelikle derecelendirme çarkının frekansı ayarlanmalıdır. Amaç, öğütme malzemesinin çok kaba veya çok ince olmasını önlemektir.
2. İncelik ayar yöntemi
(1) Normal çalışma koşullarında inceliği etkileyen faktörler hava hacmi, tesviye çarkının hızı ve besleme hacmi ve aşınan parçaların aşınma derecesidir.
(2) İncelik çok kalın olduğunda: hava hacmi maksimum ise, önce besleme hacmini azaltın ve ardından tesviye çarkının sıklığını artırın; yine de gereksinimleri karşılamıyorsa, küçük hava hacmini kapatın (yüksek basınçlı hava borusundaki kelebek vana). İncelik gereksinimlerini bulmak ve karşılamak için bu tür tekrarlanan ayarlamalar, en iyi verim için kontrol noktalarıdır.
(3) İncelik çok ince olduğunda: önce hava hacmini artırın, eğer hava hacmi en büyükse, derecelendirme çarkının frekansını azaltın ve akım düştükten sonra besleme hacmini artırın. İncelik gereksinimlerini bulmak ve karşılamak için bu tür tekrarlanan ayarlamalar, en iyi verim için kontrol noktalarıdır.
(4) Düşük dereceli yem üretilirse, incelik gereksinimi yüksek değildir ve sadece çıktı takip edildiğinde hava hacmi en üst düzeye çıkarılmalı, sınıflandırma çarkının frekansı azaltılmalı ve besleme hacmi azaltılmalıdır. artırılmış.
3. Çıktıyı ve inceliği etkileyen giyilebilir parçalar ve adlar
(1) Çekiç: Malzeme öğütme odasına girdikten sonra, çekiç esas olarak malzemeyi inceltmek için kullanılır. Çekiç kafasının şiddetli aşınması, çıkışta ve incelikte bir azalmaya, düzensiz aşınmaya ve ana motor yatağının hizmet ömrünü etkileyecek olan titreşimde artışa neden olacaktır.
(2) Halka dişli: Çekiç tarafından vurulduktan sonra, malzeme ikinci bir vuruş oluşturarak halka dişliye geri dönecek ve kırma gereksinimlerine ancak bu tür tekrarlardan sonra ulaşılabilir. Halka dişlinin aşınması, verimi ve inceliği büyük ölçüde etkileyecektir.
(3) Aşınma plakası: Aşınma plakası en kolay aşınan nesnedir. Aşınma plakası, aktif diski korumak için önemli bir parçadır. Aşınma plakasının aşırı aşınması, titreşimi artıracak ve ana motor yatağının hizmet ömrünü etkileyecektir. Aktif disk aşındıktan sonra doğrudan aşınacak ve bu da aksesuarların maliyetini artıracak ve ekipmanın tehlikeli bir durumda çalışmasına neden olacaktır.
(4) Şönt kapağı: Şönt kapağı aşındıktan sonra, kırma odasındaki hava akışının akış yönünü değiştirerek malzemenin inceliğinin gereksinimleri karşılamamasına neden olur.
(5) Aktif disk: Aktif diskin aşınması (aşınma plakasının zamanında değiştirilmesi aktif diski etkin bir şekilde koruyacaktır) titreşime neden olacak ve ana yatağın hizmet ömrünü etkileyecektir.
Süper ince öğütücünün kullanımdan önce hazırlanması ve incelenmesi
Jet değirmenler, malzemelerin ultra ince öğütülmesi için yüksek hızlı hava akımı kullanır. Şu anda endüstride yatay diskli (düz) jet değirmenler, sirkülasyonlu boru jet değirmenler, hedef jet değirmenler, ters jet değirmenler ve akışkan yataklı jet değirmenlere ayrılabilecek beş tip bulunmaktadır. Ultra ince öğütücü, kuru malzemelerin ultra ince öğütülmesini sağlamak için hava ayırma, ağır basınçlı öğütme ve kesme kullanır. Silindirik öğütme odası, öğütme çarkı, öğütme rayı, fan, malzeme toplama sistemi vb.
Hazırlık ve kullanım öncesi muayene maddeleri aşağıdaki gibidir:
1. Öğütme odasında metal nesneler ve kalıntı olup olmadığını kontrol etmek için öğütücüyü ve derecelendirme sistemini kontrol edin;
2. İnce öğütücünün besleme hunisinde ve besleme vidasında metal nesneler ve çeşitli eşyalar olup olmadığını kontrol edin;
3. Ultra ince öğütücünün bağlantı elemanlarını sıkıştırıp sıkmadığını kontrol edin;
4. Ultra ince öğütücünün aktarım kayışının esnekliğinin orta düzeyde olup olmadığı ve koruyucu kapağın takılı olup olmadığı;
5. Şanzıman parçalarının çarpışmasını kontrol edin, herhangi bir anormallik varsa nedenini analiz edin ve zamanında ortadan kaldırın;
6. Herhangi bir anormallik olup olmadığını görmek için şanzıman parçalarını çevirin, ardından çalışma yönünün doğru olup olmadığını kontrol etmek için parçaları hareket ettirin;
7. Ultra mikro taşlama makinesini 20-30 dakika yüksüz çalıştırın ve çalışma akımını, sıcaklığı ve titreşimi gözlemleyin: mil yatağının sıcaklık artışı 35 ℃'yi geçmemeli ve en yüksek hedef sıcaklık 70 ℃'yi geçmemelidir. (farklı ortamlarda, sıcaklık genellikle 40 ℃'den fazla değildir); Makine ve ekipmanların titreşim genliği çok büyük olmamalıdır. Normal yüksüz çalışmadan sonra üretime alınabilir;
8. İnce öğütme makinesi, yerçekimi toz toplama odasının üst ve alt hava kapılarını uygun şekilde açmalıdır.